Momy985
Guest
I have always used thindesign in which development fits:
I did some tests and noticed that:
if I extrude the profile and then the development by inserting the desired k factor the development coincides with that of thinkdesign, if instead I extrude the development and then the piego I find some mm differences on the folds different from 90°.
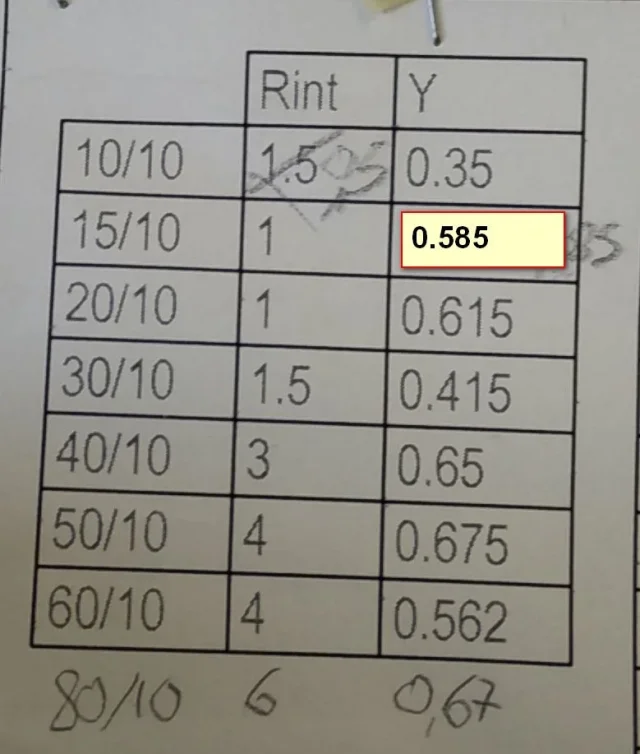
this is the table for calculating the position of the neutral axis and as a result of the k factor I use for thikdesign:
sheet thickness 0÷2.5 with internal radius equal to thickness --> living edge only on folds of 90° for different angles is considered 1/3 of the psessor.
sheet thickness 3÷6 with internal radius equal to the thickness --> 1/3 of the thickness.
sheet thickness 7÷12 with internal radius equal to thickness --> 0.4 of thickness.
sheet thickness >12 with internal radius equal to thickness --> 0.5 of thickness.
sheet thickness any with internal radius equal to or greater than double thickness 1/2 of the thickness.
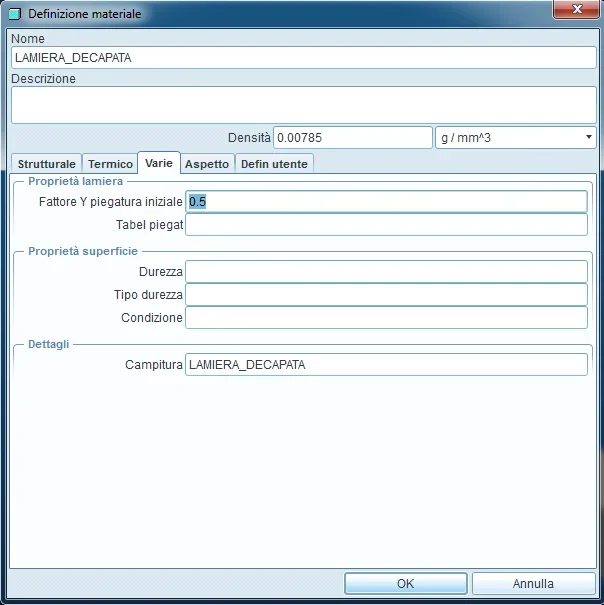
Can you explain to me what I have to set up on proe because it gives me the same values?
Thank you.
- factor k (depending on thickness)
- sheet metal
- Internal radius
- bending threshold (double thickness)
I did some tests and noticed that:
if I extrude the profile and then the development by inserting the desired k factor the development coincides with that of thinkdesign, if instead I extrude the development and then the piego I find some mm differences on the folds different from 90°.
this is the table for calculating the position of the neutral axis and as a result of the k factor I use for thikdesign:
sheet thickness 0÷2.5 with internal radius equal to thickness --> living edge only on folds of 90° for different angles is considered 1/3 of the psessor.
sheet thickness 3÷6 with internal radius equal to the thickness --> 1/3 of the thickness.
sheet thickness 7÷12 with internal radius equal to thickness --> 0.4 of thickness.
sheet thickness >12 with internal radius equal to thickness --> 0.5 of thickness.
sheet thickness any with internal radius equal to or greater than double thickness 1/2 of the thickness.
Can you explain to me what I have to set up on proe because it gives me the same values?
Thank you.