cacciatorino
Guest
bonjour.
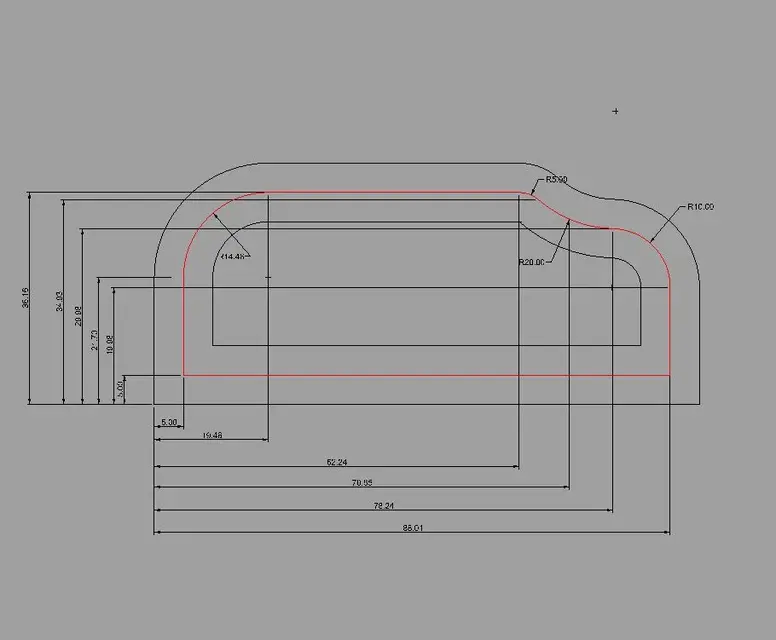
je fais la table d'une caméra plate (voir image).
le profil de fraisage est pour un rouleau d19, réalisé à partir d'une courbe d'épissage obtenue en imposant certains points de passage.
la question est la suivante:
si je donne à mon meunier les coordonnées des points de cette attelle (un point tous les mm), alors la meunière réalise un point cassé? ou peut-il calculer une spline qui passe par ces points ? je n'ai pas besoin d'une précision extrême, mais je ne veux pas être avec un polygonal au lieu d'un chemin uniforme et continu.
quelle pourrait être la bonne résolution des points à donner? un tous les mm ? deux ? trois ? demander des précisions si la question était mal affichée ou incomplète.
j'attache une image.
je fais la table d'une caméra plate (voir image).
le profil de fraisage est pour un rouleau d19, réalisé à partir d'une courbe d'épissage obtenue en imposant certains points de passage.
la question est la suivante:
si je donne à mon meunier les coordonnées des points de cette attelle (un point tous les mm), alors la meunière réalise un point cassé? ou peut-il calculer une spline qui passe par ces points ? je n'ai pas besoin d'une précision extrême, mais je ne veux pas être avec un polygonal au lieu d'un chemin uniforme et continu.
quelle pourrait être la bonne résolution des points à donner? un tous les mm ? deux ? trois ? demander des précisions si la question était mal affichée ou incomplète.
j'attache une image.

")