Daniele-san
Guest
au revoir à tous,
je suis nue sur ce groupe du forum
d'habitude, j'écris sur pro/ingénieur... et je ne gère pas les moules.
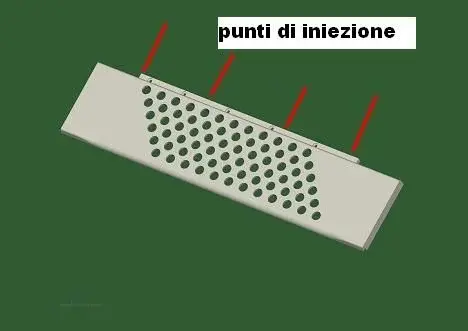
nous avons toujours des problèmes avec les lignes articulaires matérielles (mal moustache) sur les détails en abs (votre jpg allego)
jusqu'à ce que nous demandions au mouleur le morceau de couleur blanche aucun problème les "baffets" sont presque invisibles si pas rétro-éclairage au lieu de demander la pièce imprimée en noir abs but est les "baffets" que vous voyez et puis comme, certains clients ont remarqué ce "défaut" et maintenant à juste titre nous devons trouver une solution.
savez-vous comment indiquer un matériau qui est bien fluidisé et qui, en même temps, est acceptable sur le plan esthétique (la surface est brillante et ne doit pas être peinte) et que le prix est naturellement bas?
je vous remercie.
bonjour.
je suis nue sur ce groupe du forum
d'habitude, j'écris sur pro/ingénieur... et je ne gère pas les moules.
nous avons toujours des problèmes avec les lignes articulaires matérielles (mal moustache) sur les détails en abs (votre jpg allego)
jusqu'à ce que nous demandions au mouleur le morceau de couleur blanche aucun problème les "baffets" sont presque invisibles si pas rétro-éclairage au lieu de demander la pièce imprimée en noir abs but est les "baffets" que vous voyez et puis comme, certains clients ont remarqué ce "défaut" et maintenant à juste titre nous devons trouver une solution.
savez-vous comment indiquer un matériau qui est bien fluidisé et qui, en même temps, est acceptable sur le plan esthétique (la surface est brillante et ne doit pas être peinte) et que le prix est naturellement bas?
je vous remercie.
bonjour.