angelo74
Guest
Bonjour.
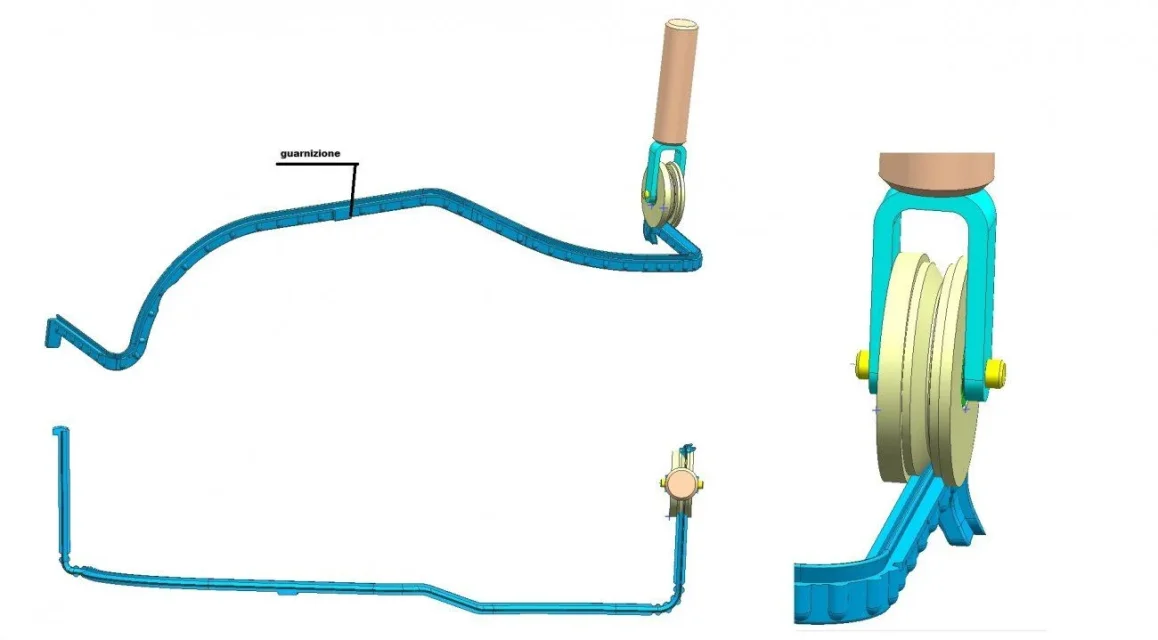
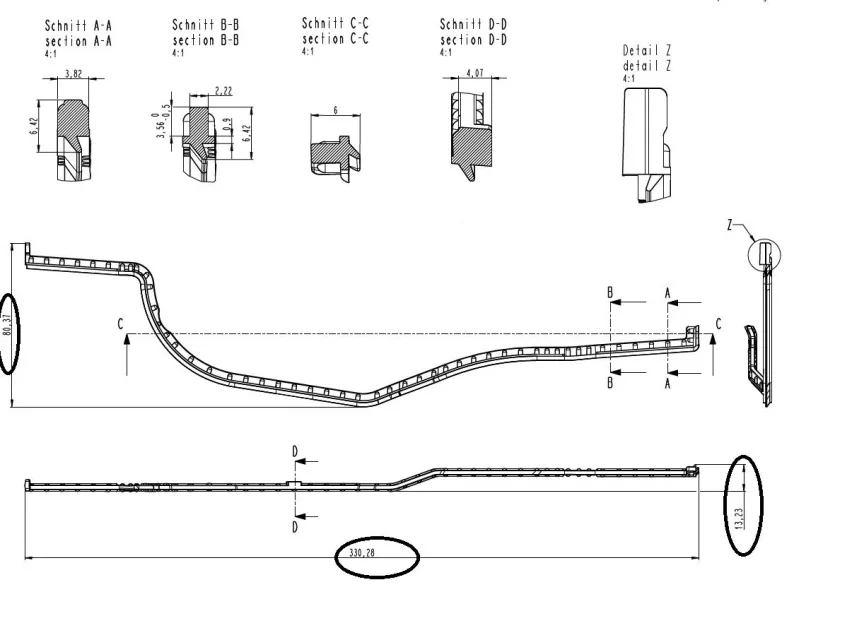
Je dois trouver une solution pour faciliter l'assemblage manuel du joint ( silicone vmq 60) dans le canal d'un couvercle
J'ai pensé à un outil qui tourne le joint à l'intérieur du siège et comme une alternative à une maçonnerie où détendre le joint et ensuite mettre le couvercle.
(image jointe)
Avez-vous des suggestions ou des idées?
merci d'avance
Je dois trouver une solution pour faciliter l'assemblage manuel du joint ( silicone vmq 60) dans le canal d'un couvercle
J'ai pensé à un outil qui tourne le joint à l'intérieur du siège et comme une alternative à une maçonnerie où détendre le joint et ensuite mettre le couvercle.
(image jointe)
Avez-vous des suggestions ou des idées?
merci d'avance