Momy985
Guest
ich habe immer thindesign verwendet, in dem entwicklung passt:
ich habe einige tests gemacht und bemerkte, dass:
wenn ich das profil und dann die entwicklung durch das einfügen des gewünschten k-faktors extrudiere, fällt die entwicklung mit derjenigen von thinkdesign zusammen, wenn ich stattdessen die entwicklung extrudiere und dann das piego i einige mm unterschiede auf den falten von 90° finde.
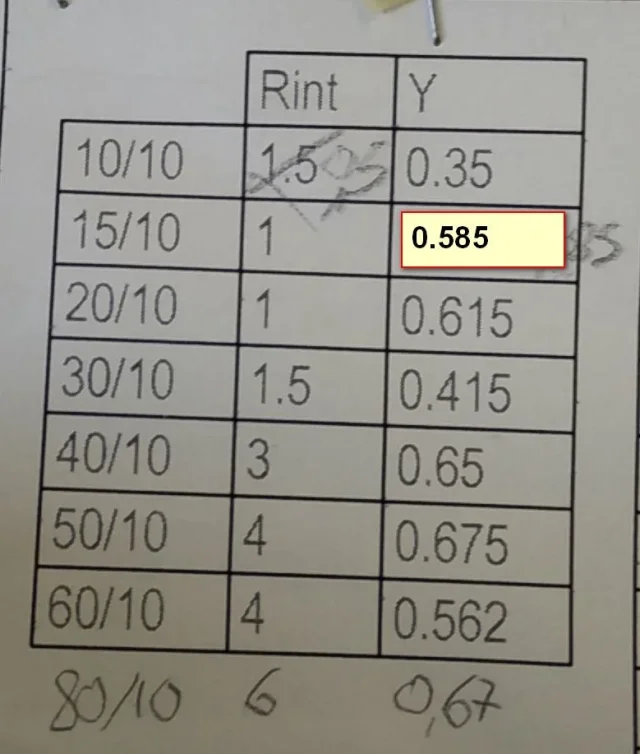
dies ist die tabelle zur berechnung der position der neutralen achse und aufgrund des k-faktors, den ich für thikdesign benutze:
blechdicke 0÷2.5 mit innenradius gleich dicke --> lebekante nur bei falten von 90° für verschiedene winkel gilt als 1/3 des psessors.
blechdicke 3÷6 mit innenradius gleich der dicke --> 1/3 der dicke.
blechdicke 7÷12 mit innenradius gleich dicke --> 0,4 dicke.
blechdicke > 12 mit innenradius gleich dicke --> 0,5 dicke.
blechdicke jeder mit innenradius gleich oder größer als doppeldicke 1/2 der dicke.
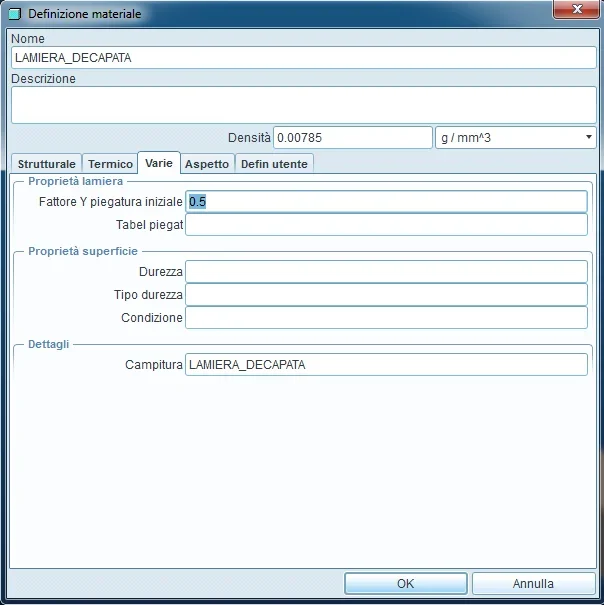
können sie mir erklären, was ich auf proe aufstellen muss, weil es mir die gleichen werte gibt?
danke.
- faktor k (abhängig von der dicke)
- bleche
- innenradius
- biegeschwelle (doppeldicke)
ich habe einige tests gemacht und bemerkte, dass:
wenn ich das profil und dann die entwicklung durch das einfügen des gewünschten k-faktors extrudiere, fällt die entwicklung mit derjenigen von thinkdesign zusammen, wenn ich stattdessen die entwicklung extrudiere und dann das piego i einige mm unterschiede auf den falten von 90° finde.
dies ist die tabelle zur berechnung der position der neutralen achse und aufgrund des k-faktors, den ich für thikdesign benutze:
blechdicke 0÷2.5 mit innenradius gleich dicke --> lebekante nur bei falten von 90° für verschiedene winkel gilt als 1/3 des psessors.
blechdicke 3÷6 mit innenradius gleich der dicke --> 1/3 der dicke.
blechdicke 7÷12 mit innenradius gleich dicke --> 0,4 dicke.
blechdicke > 12 mit innenradius gleich dicke --> 0,5 dicke.
blechdicke jeder mit innenradius gleich oder größer als doppeldicke 1/2 der dicke.
können sie mir erklären, was ich auf proe aufstellen muss, weil es mir die gleichen werte gibt?
danke.