PBono
Guest
hallo, alle.
ich muss eine form für eine kunststoffwand größe 4 x 120 dicke 0,8 mm, abs material.
was ist der beste injektionspunkt? ich dachte, eines der beiden enden, um das risiko der verformung zu reduzieren (und dann sehe ich, dass sie dort auch diejenigen, die die zauberstabe drucken, um den kaffee zu vermischen :togue") .
.
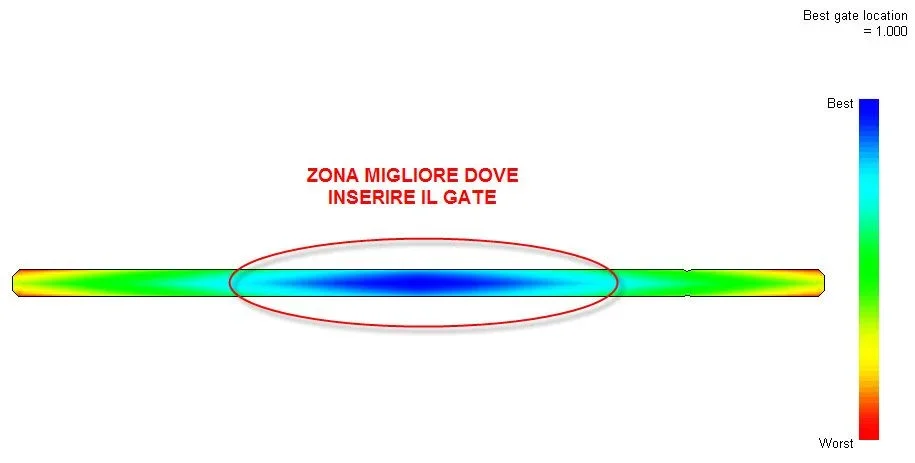
das moldawienflow-programm empfiehlt mir statt das zentrum des stücks, und das würde meine zweifel reduzieren, um ein stück so lang und dünn drucken zu können.
wahrscheinlich ist die frage trivial und auch das stück zu tun, genau dafür möchte ich vermeiden, "fehlen" in einem groben fehler.
danke im voraus.
ich muss eine form für eine kunststoffwand größe 4 x 120 dicke 0,8 mm, abs material.
was ist der beste injektionspunkt? ich dachte, eines der beiden enden, um das risiko der verformung zu reduzieren (und dann sehe ich, dass sie dort auch diejenigen, die die zauberstabe drucken, um den kaffee zu vermischen :togue
.das moldawienflow-programm empfiehlt mir statt das zentrum des stücks, und das würde meine zweifel reduzieren, um ein stück so lang und dünn drucken zu können.
wahrscheinlich ist die frage trivial und auch das stück zu tun, genau dafür möchte ich vermeiden, "fehlen" in einem groben fehler.
danke im voraus.

 ).
).