angelo74
Guest
Guten Morgen.
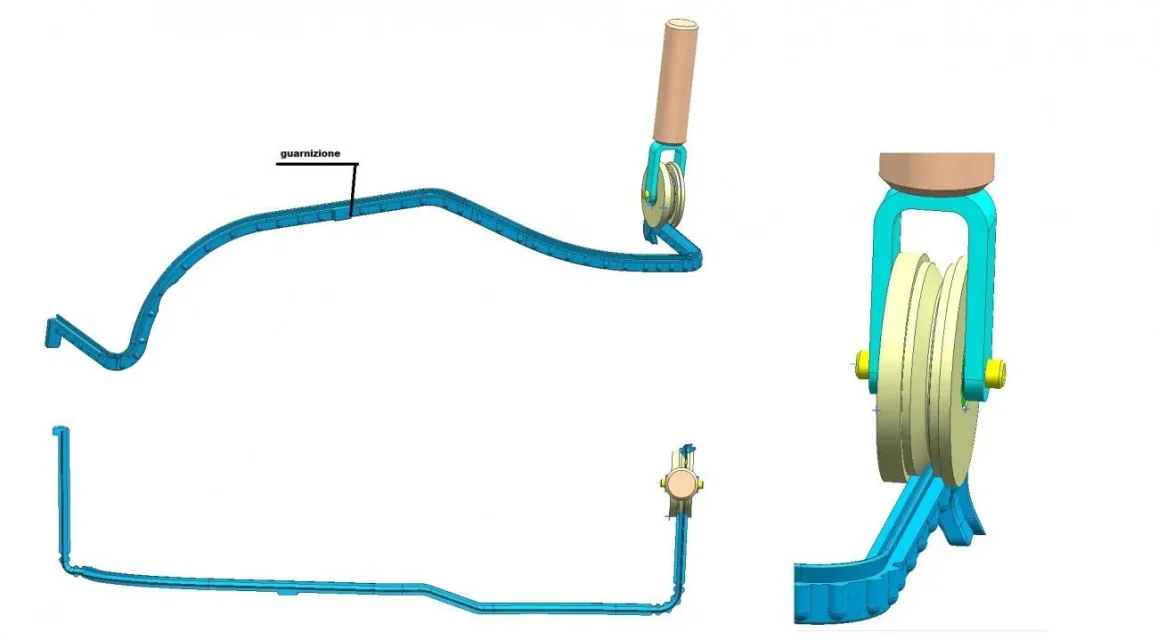
Ich muss eine Lösung finden, um die manuelle Montage der Dichtung (Silikon vmq 60) im Kanal eines Deckels zu helfen.
Ich dachte an ein Werkzeug, das die Dichtung innerhalb des Sitzes dreht und als Alternative zu einer Verlegung, wo die Dichtung entspannen und dann den Deckel lagern.
(eingeschlossenes Bild)
haben Sie Vorschläge und/oder Ideen?
Danke im Voraus
Ich muss eine Lösung finden, um die manuelle Montage der Dichtung (Silikon vmq 60) im Kanal eines Deckels zu helfen.
Ich dachte an ein Werkzeug, das die Dichtung innerhalb des Sitzes dreht und als Alternative zu einer Verlegung, wo die Dichtung entspannen und dann den Deckel lagern.
(eingeschlossenes Bild)
haben Sie Vorschläge und/oder Ideen?
Danke im Voraus