PBono
Guest
bonjour à tous.
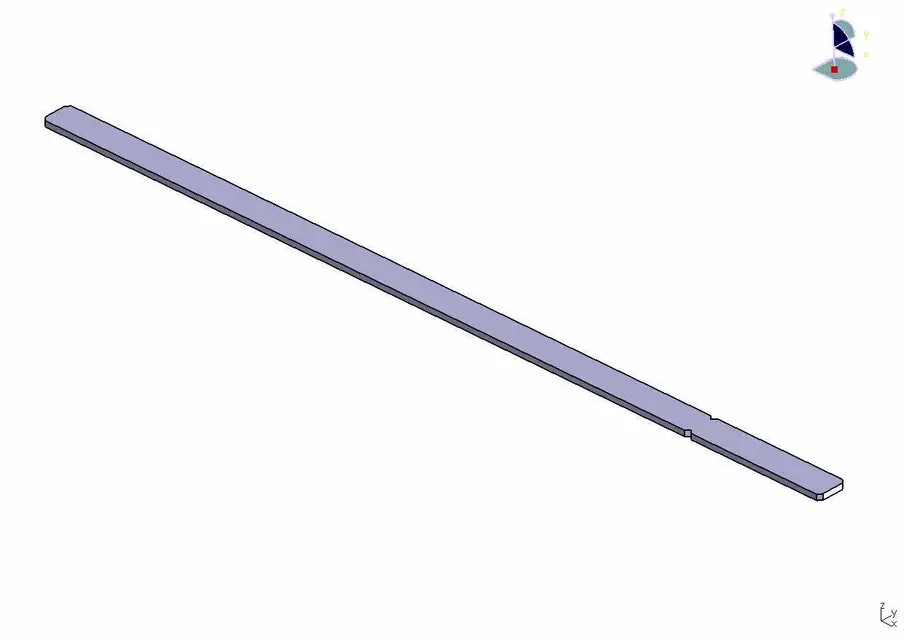
je dois concevoir un moule pour une baguette en plastique taille 4 x 120 épaisseur 0,8 mm, matériau abs.
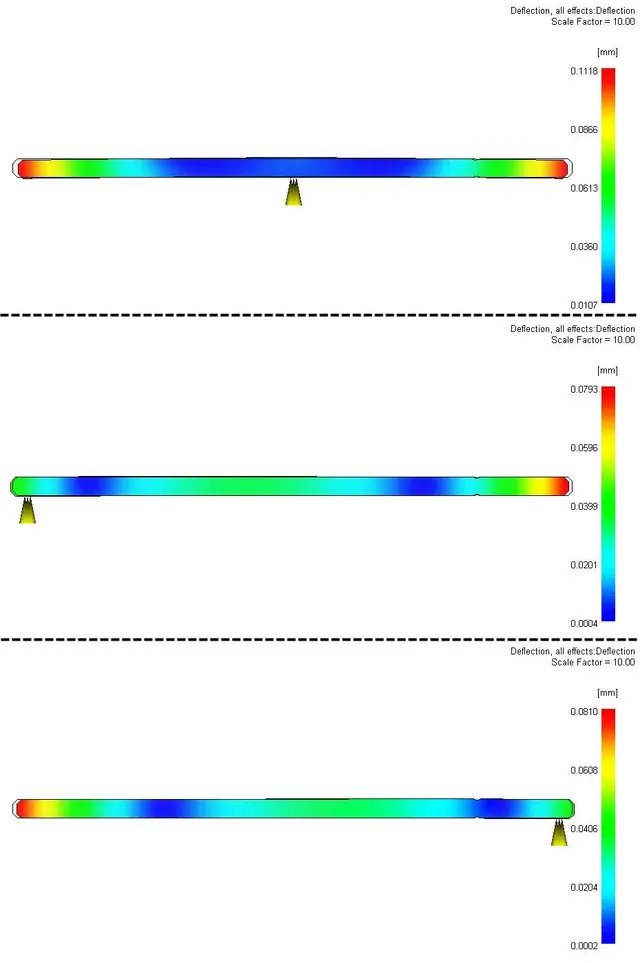
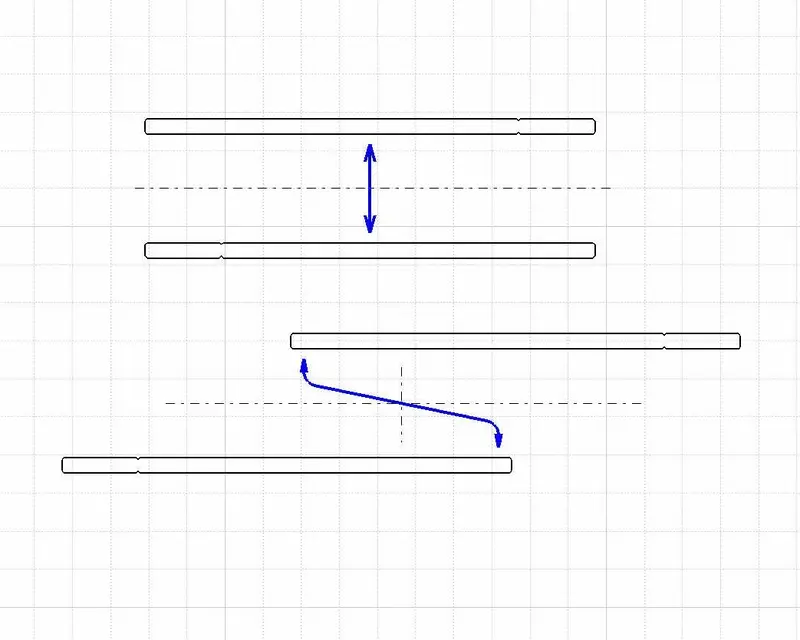
quel est le meilleur point d'injection? j'ai pensé à l'un des deux bouts, afin de réduire le risque de déformation (et ensuite je vois qu'ils y injectent aussi ceux qui impriment les baguettes pour mélanger le café : langue") .
.
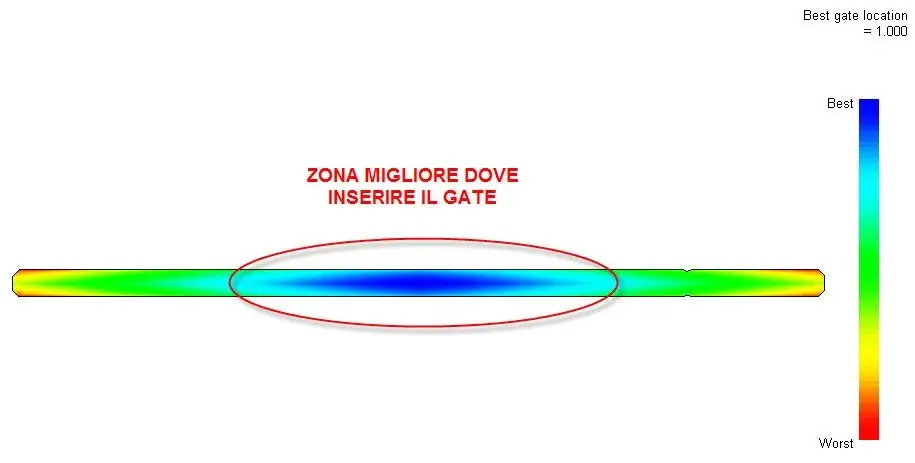
le programme moldovaflow me recommande plutôt le centre de la pièce, et cela réduirait mes doutes pour pouvoir imprimer une pièce si longue et mince.
probablement la question est trivial et aussi le morceau à faire, précisément pour cela, je voudrais éviter de « tomber » dans une erreur grossière.
merci d'avance.
je dois concevoir un moule pour une baguette en plastique taille 4 x 120 épaisseur 0,8 mm, matériau abs.
quel est le meilleur point d'injection? j'ai pensé à l'un des deux bouts, afin de réduire le risque de déformation (et ensuite je vois qu'ils y injectent aussi ceux qui impriment les baguettes pour mélanger le café : langue
.le programme moldovaflow me recommande plutôt le centre de la pièce, et cela réduirait mes doutes pour pouvoir imprimer une pièce si longue et mince.
probablement la question est trivial et aussi le morceau à faire, précisément pour cela, je voudrais éviter de « tomber » dans une erreur grossière.
merci d'avance.
 ).
).