puis, quelques souvenirs de moules, bien que j'ai toujours fait de l'aluminium et non du plastique.
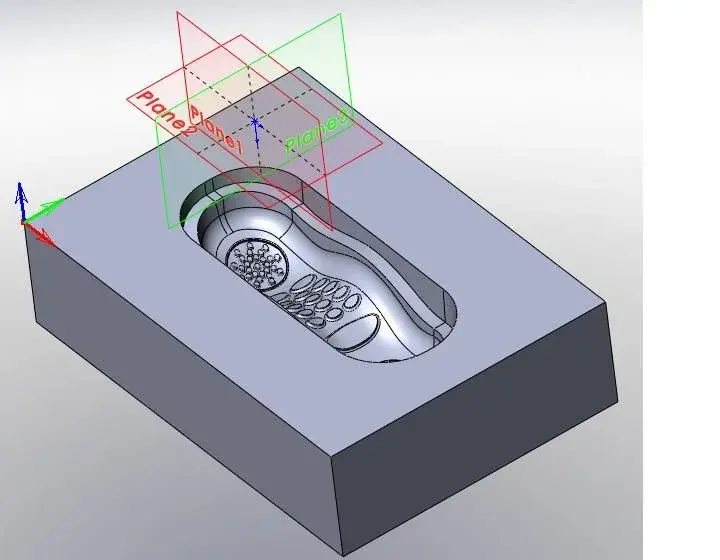
le moule fait comme ça, avec ce bord, ce n'est absolument pas bon. doit être suivi du profil ondulé du boîtier en plastique.
vous devez prévoir le point d'injection et le siège (ici je ne sais pas comment aider).
la matrice fixe et mobile doit être travaillée avant le durcissement avec un roulage qui laisse au moins 1 mm sur les parties de figure pour le traitement ultérieur. on utilise surtout des coupes sphériques pour obtenir une plus grande "cotance" du surmétal. les toroidali sont bons pour des pièces très linéaires et peu tourmentées en z. les diamètres dépendent de la taille de la pièce et de la machine, le plus grand possible. habituellement pour des rugosités non tourmentées il s'arrête à un d12-10. pour les finitions, si vous ne voulez pas avoir recours aux électrodes et la géométrie vous permet également d'obtenir bulini d2 ou même d1 (avec des machines à grande vitesse). mais les temps sont bibliques et pour les multiples empreintes inacceptables.
après durcissement dans votre cas, vous terminez les parties de la figure que vous pouvez facilement travailler avec les outils (également ici toroidali) et les pièces de fermeture. dans des moules comme celui-ci, seules les fermetures sont généralement faites.
la partie de la figure est faite à l'aide d'électroérosions avec électrodes de graphite, déchargées dans les parties de fermeture si possible, déjà travaillées sur la caméra. certains peuvent être du cuivre (ils consomment moins et peuvent être réutilisés plus 'temps, excellent pour la multi-empreinte), mais ils coûtent beaucoup plus ' en termes de matériaux et de traitement (cuivre est travaillé par skifo, graphite en dehors de la poussière et' comparable.
le polissage se fait principalement à la main, je ne sais pas si l'électrochimie est possible. mais de nombreux objets sont "rouille" du design, qui est déjà obtenu avec électroérosion avec différents degrés de finition.
alors il y aurait des discours sans fin sur les matériaux, les machines à mouler, les distorsions, le prototypage... c'est un monde vaste.
pour plus de détails, je laisse le champ à des mouleurs "professionnels".
")