folle76
Guest
bonjour.
j'ai donné un éclaboussure sur le forum sur le processus de roulement, mais j'ai besoin de plus d'informations.
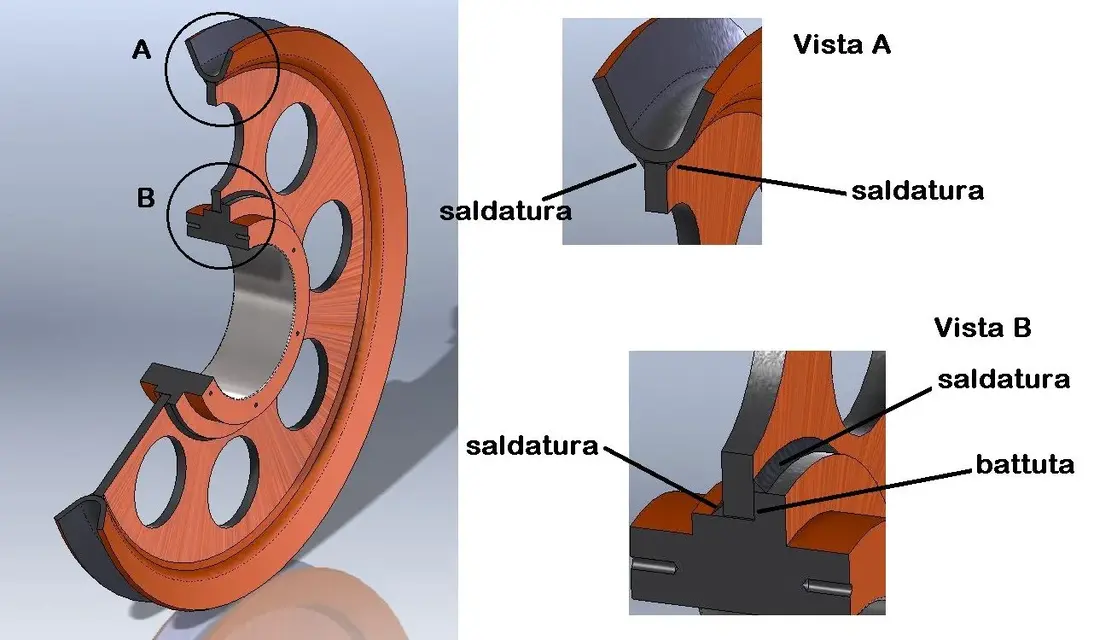
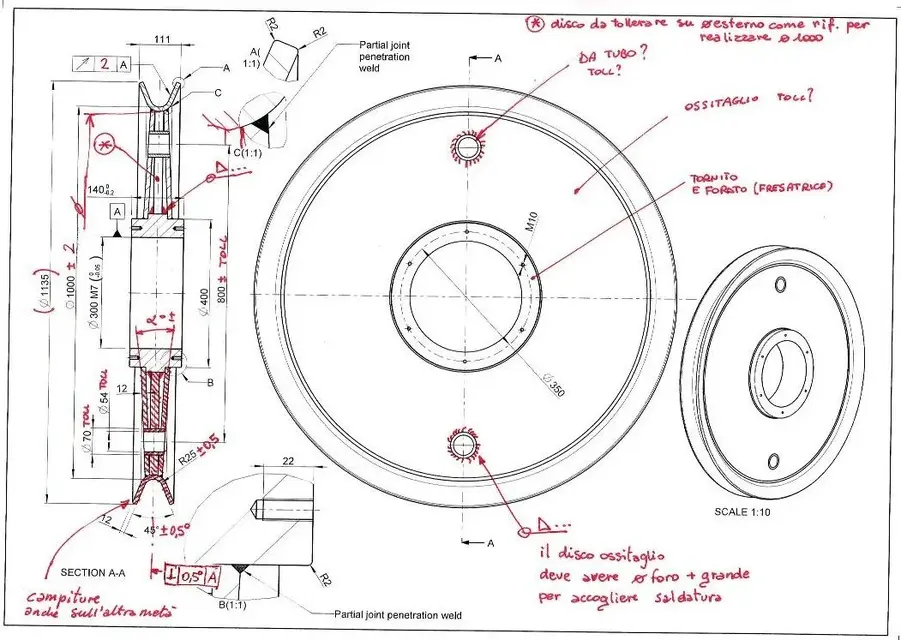
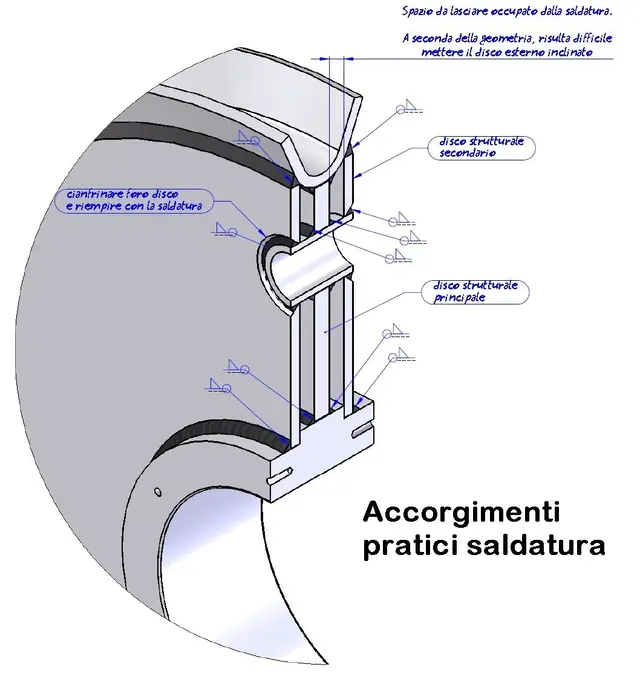
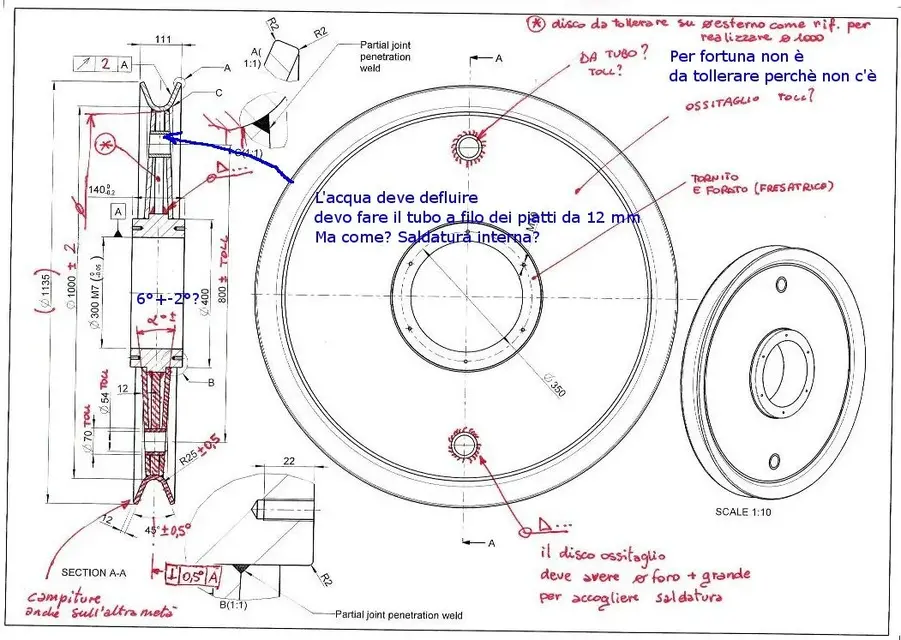
dans l'annexe, vous pouvez voir la conception d'une poulie dont la partie extérieure est obtenue à partir d'une épaisseur de plaque repliée de 12 mm puis calandrée.
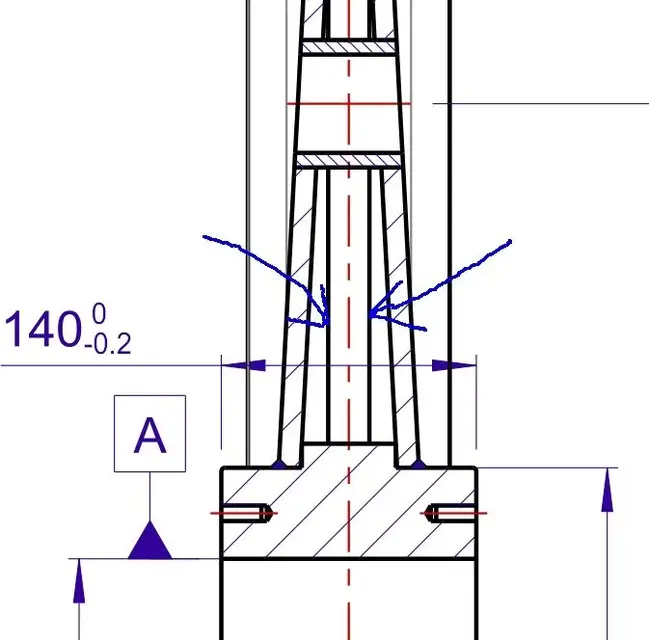
je sais ce que l'on peut faire sur le plan technologique. mais, étant un peu à jeun de la technologie et des tolérances géométriques, quelle tolérance d'oscillation circulaire dans toutes les directions est possible (voir dessin)? en général, pouvez-vous me dire quelle est la criticité d'un processus technologique similaire?
merci beaucoup.
j'ai donné un éclaboussure sur le forum sur le processus de roulement, mais j'ai besoin de plus d'informations.
dans l'annexe, vous pouvez voir la conception d'une poulie dont la partie extérieure est obtenue à partir d'une épaisseur de plaque repliée de 12 mm puis calandrée.
je sais ce que l'on peut faire sur le plan technologique. mais, étant un peu à jeun de la technologie et des tolérances géométriques, quelle tolérance d'oscillation circulaire dans toutes les directions est possible (voir dessin)? en général, pouvez-vous me dire quelle est la criticité d'un processus technologique similaire?
merci beaucoup.
") , garder la cloche centrale ne sera pas peu pour vous. s'ils sont plus de pièces, il est préférable de construire une sorte de modèle de match où les détails à souder peuvent être placés en permanence et mesurer.
, garder la cloche centrale ne sera pas peu pour vous. s'ils sont plus de pièces, il est préférable de construire une sorte de modèle de match où les détails à souder peuvent être placés en permanence et mesurer.