salvatore87
Guest
Cependant, les lancements de moteurs devraient également être montés sur la berline appia
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
J'attends toujours. . . .Nous avons aussi certains artefacts: cool:
c'est la conception de l'arbre moteur d'un 12 cylindre.
Je confirme également cette hypothèse (b.: en Italie ce moteur a été désigné par l'Alpha comme un 1000 rc.41) et je le fais pour une raison simple: les auteurs du livre (speluzzi et tessarotto) ont gravité pendant des années en orbite alpha et par conséquent obtenir les dessins était «relativement facile». Il est à noter qu'à l'année de publication (60s), ce moteur était presque hors d'usage car il n'avait été monté que sur des avions militaires qui appartenaient à l'axe: nous savons bien comment l'histoire s'est passée... Par la suite, les turbines ont commencé à prendre le sol de plus en plus et peu ou rien n'était resté pour les moteurs v, les seuls moteurs à c.i. sont restés au niveau militaire étaient stellaires.Je dirais que c'est un damner db-601 sur licence alpha romeo.
Je vais approfondir.
p.s.: nous disons que "nous" avons réussi à les faire rester à l'aéroport, mais si le dossier était plus élevé que les deux "méga" je pourrais aussi lui payer le billet de retour (pour les avoir dans la province ne serait pas en bonne santé).
:biggrin:
un super poste ! Félicitations.Je confirme également cette hypothèse (b.: en Italie ce moteur a été désigné par l'Alpha comme un 1000 rc.41) et je le fais pour une raison simple: les auteurs du livre (speluzzi et tessarotto) ont gravité pendant des années en orbite alpha et par conséquent obtenir les dessins était «relativement facile». Il est à noter qu'à l'année de publication (60s), ce moteur était presque hors d'usage car il n'avait été monté que sur des avions militaires qui appartenaient à l'axe: nous savons bien comment l'histoire s'est passée... Par la suite, les turbines ont commencé à prendre le sol de plus en plus et peu ou rien n'était resté pour les moteurs v, les seuls moteurs à c.i. sont restés au niveau militaire étaient stellaires.
Cependant, un tel arbre moteur était une sorte de « panier productif » pour l'alpha: les premiers problèmes se sont posés concernant la forge du brut et en environ un an ont été résolus (en ce qui concerne la fatigue, mais non résolus).n.b.: l'alpha à l'époque dans le domaine de l'estampage à chaud était le second seulement aux colossi allemands (krupp en particulier); Cependant, autant qu'une entreprise peut avoir étouffé la production en forgeant des pales d'hélice en durallumio bien autre chose est d'imprimer un vilebrequin d'un v12 de 1100 mm avec des moules qui ont une surface de division qui se développe sur 3 étages et des croquis avec développement tridimensionnel, au lieu de plan comme les arbres de coudes de v4 ou v6les problèmes suivants étaient ceux liés aux traitements thermiques: et les déformations post-durcissement lavées (on parle d'un arbre de 1000 mm de plus, pas d'un test jominique!) et la difficulté à atteindre la performance métallurgique-mécanique souhaitée assila la production de cet arbre jusqu'au jour où cela a cessé! Malheureusement dans ce domaine (le métallurgique lié aux traitements thermiques) l'alpha (mais en général toutes les entreprises italiennes de l'époque) a payé.
Je ne veux pas faire de controverse, mais si nous, les Italiens, sommes devenus des forgeurs appréciés dans le monde entier, nous le devons en partie à ceux des années 1930 et 1940 qui sont donnés pour faire la composition pour les aréonautiques militaires. Il est clair que si cette expérience l'avait fait dans le domaine civil, ce serait mieux, mais l'environnement militaire permet souvent à l'industrie d'arriver là où le civil ne le permettrait pas. . . .
les restaurateurs allemands de daimler disent pratiquement impossible réplication.Bonjour, juste pour comprendre: Cet arbre serait difficile à produire aujourd'hui ?
nous analysons en bref le problème:Bonjour, juste pour comprendre: Cet arbre serait difficile à produire aujourd'hui ?
le plan de développement de la ligne de division rebondit seulement les arbres moteurs pour monocylindres, bicylindres, 4 cylindres en ligne et boxer moteurs. le six cylindres v a une ligne de division qui se développe en 3 tailles.n.b.: l'alpha à l'époque dans le domaine de l'estampage à chaud était le second seulement aux colossi allemands (krupp en particulier); Cependant, autant qu'une entreprise peut avoir étouffé la production en forgeant des pales d'hélice en durallumio bien autre chose est d'imprimer un vilebrequin d'un v12 de 1100 mm avec des moules qui ont une surface de division qui se développe sur 3 étages et des croquis avec développement tridimensionnel, au lieu de plan comme les arbres de coudes de v4 ou v6
Je dois trouver la source, mais en lisant un rapport d'un groupe de restaurateurs d'un bf.109 allemand, je me souviens qu'à un moment donné l'avion a été échoué parce qu'à cause d'une analyse de l'arbre moteur, il aurait trouvé une anomalie. Ce qui m'a frappé était une déclaration comme, "nous sommes obligés de l'arrêter parce que le daimler ne peut pas le reproduire et seuls les arbres moteurs du temps doivent être utilisés, peu et pas tous en termes d'utilisation.nous analysons en bref le problème:
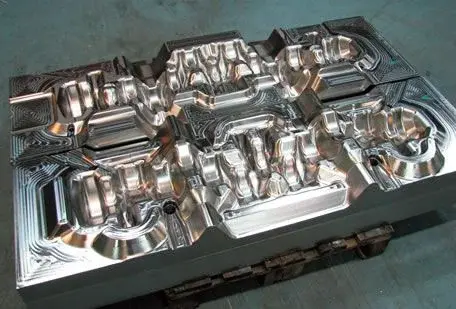
(1) construction de moules: en regardant l'image ci-jointe (si je n'ai pas compté les broches de manivelle devrait être 6), vous remarquez quelle est la complexité du moule. un compte est de le faire maintenant avec un mannequin 3d et un moulin à 5 axes, un compte est de le faire avec du papier et du stylo et une coupe à copier... pour polir nous sommes allés en carborundum (ou similaire) et huile de coude, tandis que maintenant la frise est arrangée.
il faut ajouter qu'en plus du moule à imprimer il est nécessaire de considérer aussi le débatteur féminin: il aura la même punition de ligne de division et en plus il devra être tranchant avec des rayures pour permettre la coiffure du bava. Le même discours s'applique au drooper masculin.
(2) croquis bruts: clairement le morceau de billette brute avant d'être forgé doit être esquissé (ou par broyage libre ou par d'autres moules) pour distribuer le matériau où. alors: un compte est de le faire pour les pièces où tous les plis nécessaires sont sur un seul plancher (nous pensons à un arbre de 4 cylindres en ligne vu dans le plan: les changements de direction sont tous sur un seul plancher), tandis qu'un compte est de le faire pour les pièces où le changement de direction varie dans l'espace.
encore aujourd'hui il y a des forges qui évitent le problème d'imprimer l'arbre car il était un 6 en ligne et puis torche réchauffer les mâchoires avec l'étape 120°.
(3) résistance géométrique et stabilité des moules: À l'heure actuelle, l'état de l'art des matériaux de moule est maintenant excellent (si l'on pense à des aciers refondus sous vide pour homogénéiser la structure métallurgique du matériau...), alors qu'à l'époque l'acier à outils chauds bougeait les premiers pas (le tungstène avait commencé à être utilisé en Allemagne juste dans les années 1920. ici nous sommes dans les années 1930 donc toutes les implications pour son utilisation n'avaient pas encore été évaluées!). garder à l'esprit que ces pièces ont été imprimées sur le millet (et ici le minimum était de 25 000 kg*m) et non sur la presse : un moule fraisé fonctionne avec impact plus tous les stress liés au processus de déformation, tandis que l'un par presse ne coudre que le dernier. donc, étant le matériau un peu mince par rapport à la résistance mécanique (si déformable), étant soumis aux pires conditions de travail (meilleur) et étant déjà par lui-même la conception du moule malheureux (les ensembles centraux relativement fins et les changements soudains de forme en raison de la particularité de la ligne de division) on comprend combien difficile de faire un moule qui résiste mécaniquement et en même temps maintient une excellente stabilité géométrique.
4) déformations de refroidissement et de traitement thermique: étant donné la géométrie de la pièce, il est facile de deviner comment le seul refroidissement de l'air peut conduire à des déformations de dévergulation de l'arbre si cela n'est pas correctement supporté lors de l'exécution de ce processus ; ces déformations sont ajoutées à celles dues à la transformation martensitique du processus de trempe et il est bientôt fait de comprendre comment le risque facile d'avoir dans la machine une pièce complètement glissée.
la création d'une telle pièce avec l'état de l'art actuel des processus d'estampage à chaud n'est plus si difficile (il reste toujours une pièce qui, de tant de satisfactions combien de diamants!), mais y pense à l'époque. . . .
que les restaurateurs allemands disent qu'il est impossible de reproduire je vois un peu exagéré; certainement de le reproduire avec les mêmes techniques utilisées alors pour une série de très peu de pièces qui est impossible (je vous laisse imaginer combien il est difficile de commencer une ligne de moulage, pas de forger libre!, pour peut-être faire 4/5 pièces... ne pas le temps d'essayer le moule et de l'apporter à la température que vous avez déjà tout fini!).
J'espère avoir été assez clair, pour tout ce qui est disponible.
pris et répandu dans le cosmos.Nous avons aussi certains artefacts: cool:
c'est la conception de l'arbre moteur d'un 12 cylindre.
C'est un autre discours !Je dois trouver la source, mais en lisant un rapport d'un groupe de restaurateurs d'un bf.109 allemand, je me souviens qu'à un moment donné l'avion a été échoué parce qu'à cause d'une analyse de l'arbre moteur, il aurait trouvé une anomalie. Ce qui m'a frappé était une déclaration comme, "nous sommes obligés de l'arrêter parce que le daimler ne peut pas le reproduire et seuls les arbres moteurs du temps doivent être utilisés, peu et pas tous en termes d'utilisation.
Je vais à la mémoire mais il me semble être un problème de précision du traitement, aujourd'hui pas reproductible et qu'ils ont été une surprise aussi pour les mercedes. Malheureusement, il n'y avait pas de détails mais, j'imagine que vous pourriez peut-être traiter certains détails plutôt que la taille générale.
Si je trouve l'article le public.
Une chose est certaine à l'époque dans l'alpha romeo ils ont dû acheter les machines pour le travail et pas seulement les projets.
Pas clair : cristallin ![omissis]la création d'une telle pièce avec l'état de l'art actuel des processus d'estampage à chaud n'est plus si difficile (il reste toujours une pièce qui, de tant de satisfactions combien de diamants!), mais y pense à l'époque. . . .
que les restaurateurs allemands disent qu'il est impossible de reproduire je vois un peu exagéré; certainement de le reproduire avec les mêmes techniques utilisées alors pour une série de très peu de pièces qui est impossible (je vous laisse imaginer combien il est difficile de commencer une ligne de moulage, pas de forger libre!, pour peut-être faire 4/5 pièces... ne pas le temps d'essayer le moule et de l'apporter à la température que vous avez déjà tout fini!).
J'espère avoir été assez clair, pour tout ce qui est disponible.
pour les amateurs du genre allego modèle moule pour arbre à moteur 8 broches de manivelle, plus brut conception et moule d'un arbre à coudes pour moteur de camion à 6 broches de manivelle décalées de 120° chacun.1) construction de moules: en regardant l'image ci-jointe (si je n'ai pas compté les broches de manivelle devrait être 6), vous remarquez quelle est la complexité du moule. un compte est de le faire maintenant avec un mannequin 3d et un moulin à 5 axes, un compte est de le faire avec du papier et du stylo et une coupe à copier... pour polir nous sommes allés en carborundum (ou similaire) et huile de coude, tandis que maintenant la frise est arrangée.
il faut ajouter qu'en plus du moule à imprimer il est nécessaire de considérer aussi le débatteur féminin: il aura la même punition de ligne de division et en plus il devra être tranchant avec des rayures pour permettre la coiffure du bava. Le même discours s'applique au drooper masculin.
Bonjour. Je suis étudiant en mécatronique. Ça fait quelques années que vous n'avez pas posté ce message, mais je vous demanderais si vous avez encore ce livre de dessin.Bonjour.
le second balayage doit être celui de l'arbre de 4 cylindres de la fulvia lance, celui à v de 13° (celui sans support de banc).
le livre est : design, design et organisation industrielle vol. 2 de s.l. straneo et r. conserti (je l'ai utilisé en supérieurs )
J'ai aussi trouvé une conception d'un arbre moteur 12 cylindres pour l'aviation d'un livre 1964 dès que je peux le placer...
Si vous avez besoin d'un moteur, d'un arbre historique ou relativement décent, je pense pouvoir poster quelque choseBonjour. Je suis étudiant en mécatronique. Ça fait quelques années que vous n'avez pas posté ce message, mais je vous demanderais si vous avez encore ce livre de dessin.
Je vous remercie.
")