daniele1769
Guest
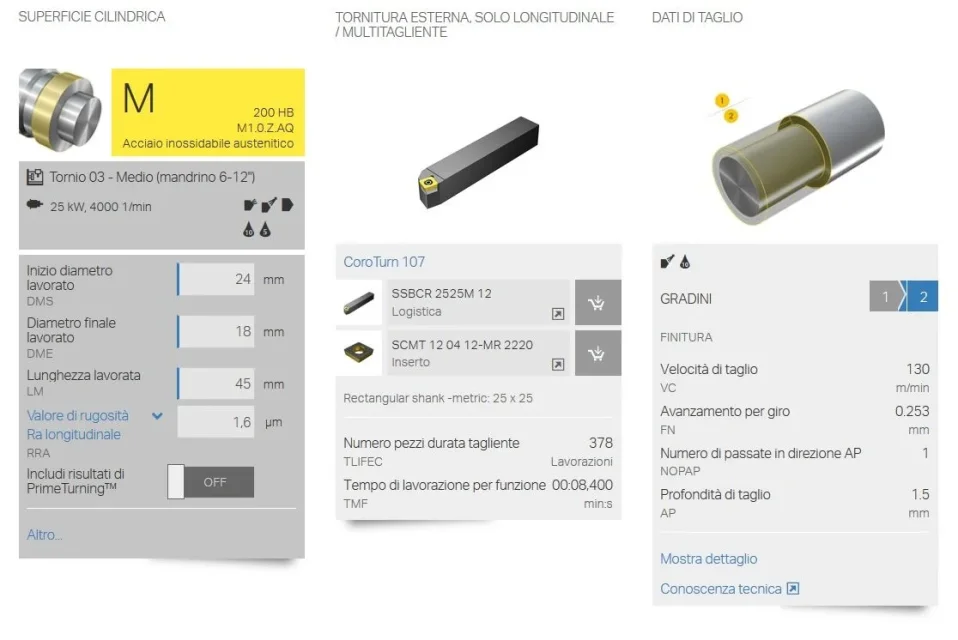
bon matin à tous sont daniele J'aurais besoin de quelques conseils sur tourner l'acier inoxydable 316 Je travaille un bar d24 avec un tour 45 mm de long Je dois la profondeur 6mm diamétrali puis foré d14 en passant et une diagonale baren 18 long à partir de d18 à d 14 pour le trou J'ai trouvé une pointe pour insérer d14 excellent travail à 1600giri avance 0.1 et va de dieu le tournant J'ai un surtravail