Installer l'application
How to install the app on iOS
Follow along with the video below to see how to install our site as a web app on your home screen.
Note: This feature may not be available in some browsers.
Vous utilisez un navigateur obsolète. Il se peut qu'il n'affiche pas correctement ce site ou d'autres.
Vous devez le mettre à niveau ou utiliser un navigateur alternatif.
Vous devez le mettre à niveau ou utiliser un navigateur alternatif.
MassiVonWeizen
Guest
à part que la citation doit refléter la fonctionnalité du particulier donc a priori ne peut pas être dit s'il est correct ou pas, généralement ce type de gorges servent à faciliter le flux du lubrifiant; manque de trou d'engraissement mais cette hypothèse vient un peu à tomber et sans avoir un projet de montage je n'ai aucune idée de ce dont ces gorges ont besoin et s'il est correct de les citer de cette manière plutôt que l'une par rapport à l'autre comme il serait plus logique de penser.
Vous ne pouvez sûrement pas citer les extrémités de la gorge comme références pour le traitement même si vous utilisez un cnc et sûrement vous ne les citer avec les figures centésimales non tolérées.
Vous ne pouvez sûrement pas citer les extrémités de la gorge comme références pour le traitement même si vous utilisez un cnc et sûrement vous ne les citer avec les figures centésimales non tolérées.
alequatt
Guest
grâce à la réponse, ils sont allés au passage du lubrifiant, j'étais seulement intéressé par leur citation et j'ai manqué les trous. le concepteur insère les cotes selon la fonction de la pièce, mais qui fait le programme alors que fait-il? Dans le cas de cet exemple si j'avais cité en série les gorges, alors le tour que ferait différent de la citation en parallèle ? Une fois l'outil brut et réinitialisé, la précision de la machine ne garantit pas la tolérance de la position des gorges indépendamment de la citation en série ou en parallèle ? Merci encore.à part que la citation doit refléter la fonctionnalité du particulier donc a priori ne peut pas être dit s'il est correct ou pas, généralement ce type de gorges servent à faciliter le flux du lubrifiant; manque de trou d'engraissement mais cette hypothèse vient un peu à tomber et sans avoir un projet de montage je n'ai aucune idée de ce dont ces gorges ont besoin et s'il est correct de les citer de cette manière plutôt que l'une par rapport à l'autre comme il serait plus logique de penser.
Vous ne pouvez sûrement pas citer les extrémités de la gorge comme références pour le traitement même si vous utilisez un cnc et sûrement vous ne les citer avec les figures centésimales non tolérées.
MassiVonWeizen
Guest
Nous vous avons mis au fournisseur la bonne conception, si vous ne le faites pas sur un CNC que se passe-t-il? pour mettre en place l'axe sur lequel placer l'outil?Mais qui fait le programme alors que fait-il?
autre examen: Combien de pièces avez-vous à faire ?
1 ? ne pas le mettre sur une cnc qui vous coûte 100€ par heure et le faire avec le tour traditionnel
Dix ? peut-être que la CNC en vaut la peine si vous avez les barres de drag qui alors faire un morceau derrière l'autre sans jamais faire d'arrêt
100 ? C'est logique
le type de devis est établi selon la machine, cependant toujours subordonné à la fonctionnalité et le contrôle de la qualité, seulement si vous savez certainement sur quelle machine la particulière est travaillée; Cela signifie que lorsque vous avez la production interne ou lorsque vous avez déjà un contrat avec un fournisseur et vous établir avec lui le cycle de travail.
sinon vous faites une citation basée uniquement sur la fonctionnalité et le contrôle ultérieur.
les deux citations vont bien en principe; dans la citation en série et en précisant que la pièce est symétrique souligne les deux gorges qui devront sûrement correspondre à la partie couplée (habituellement sur une gorge d'engraissement un dixième n'est pas important, mais il pourrait être si l'application est très poussée); avec la citation en parallèle, cet interasse est implicite et non-fonctionnel, de plus le quota 27,5 et 87,5 ont une marge de tolérance différente selon la norme din iso 2768, mais le plus probable pour la fonction du détail est bon.dans le cas de cet exemple si j'avais énuméré en série les gorges, alors le plus ce qui ferait différent que la citation en parallèle
l'opérateur ne change rien parce que dans la citation en série après la première gorge réinitialise l'axe x et déplace 60 (il doit seulement écraser un bouton) et dans la citation en parallèle ne doit rien zéro.
une machine fait ce que vous dites et la précision est donnée par différents facteurs (installation, qualité et précision des matériaux utilisés pour le construire, qualité de l'entretien, qualité des outils et des outils d'usinage, ...) de sorte que la différence en fait le prochain contrôle de qualité; je voudrais vous voir avec le calibre centésime ou avec le micromètre de profondeur mesurant le 23,17 de la première gorge de la citation droite.Une fois l'outil brut et réinitialisé, la précision de la machine ne garantit pas la tolérance de la position des gorges indépendamment de la citation en série ou en parallèle ?
alequatt
Guest
Très clair, merci beaucoup. Quand il s'agit de l'exécution, la bonne citation aussi bien que inutile pour le contrôle n'est pas ok même pour le cnc car les gorges sont faites avec un outil de rayon 5 spécifique avec un mouvement purement radial, non? Il a encore besoin du centre de la gorge. alors que pour la profondeur serait mieux le diamètre d.30 toujours dans la commande optique avec calibre, non?
alequatt
Guest
Je confirme également qu'un tour de cnc "non neutre" quel que soit le standard ou la citation parallèle des gorges et des tolérances, me donnera une précision sur ce quota plus ou moins 0,005 mm de droite?
MassiVonWeizen
Guest
avec cnc vous pouvez également utiliser un insert romboidal comme illustré dans et della sandvik En fait, sans avoir à changer l'outil, mais ce n'est pas à vous de décider, sauf les cas que j'ai mentionnés dans le post précédent.quand il s'agit de l'exécution, la bonne citation ainsi que inutile pour le contrôle n'est pas ok même pour le cnc car les gorges sont faites avec l'outil radial spécifique 5 avec un mouvement purement radial, non?
l'axe de la gorge, pas nécessairement le centre, il est nécessaire qu'un discours contextuel de l'ensemble fasse référence aux grimpeurs (en faisant un exemple trivial si j'ai deux roulements montés avec l'axe inter60 savent que sur cet ensemble la broche doit être montée avec l'axe inter60 et non celui à l'axe inter80); puis le lather utilise l'axe comme référence pour le traitement.Il a encore besoin du centre de sa gorge. alors que pour la profondeur serait mieux le diamètre d.30 toujours dans la commande optique avec calibre, non?
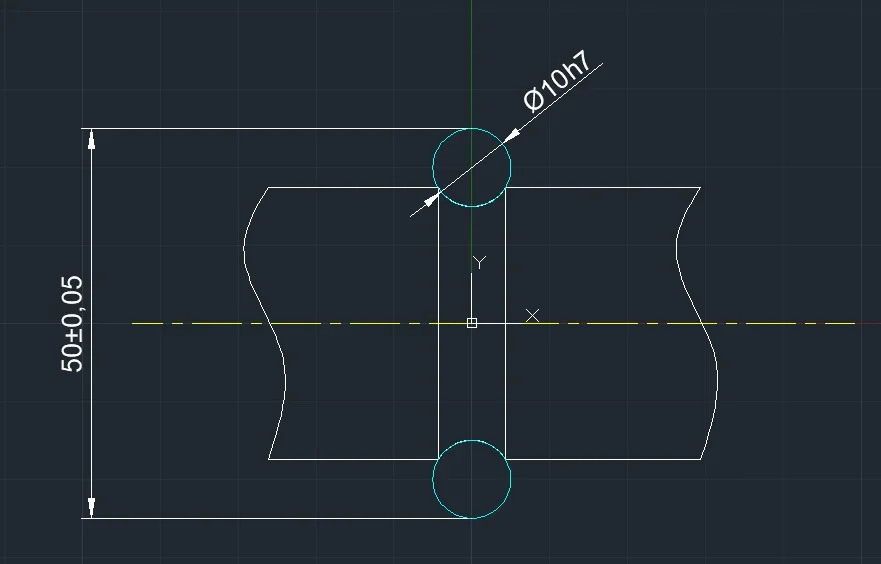
la profondeur ø30 est de pure référence car avec le calibre vous n'avez pas une mesure correcte étant les becs de 1/2 millimètre de large et donc vous ne mesurerez jamais la tangence; Evidemment sur une gorge pour la graisse si vous avez ø29,5 ou ø30,5 rien ne change et mesures avec la bonne jauge pour un bon contrôle. si la profondeur de la gorge doit être importante et tolérée vous mettez des cylindres tolérés du même diamètre de la gorge (ø10 dans votre cas) et la tangence externe est mesurée alors sur la conception vous feriez deux cercles en ligne fine et mettre le quota externe (voir l'image)
Pièces jointes
MassiVonWeizen
Guest
Aucune idée. Vous devez voir le manuel de la voiture ce qu'il dit.Je confirme également qu'un tour de cnc "non neutre" quel que soit le standard ou la citation parallèle des gorges et des tolérances, me donnera une précision sur ce quota plus ou moins 0,005 mm de droite?
Pourquoi la CNC est-elle réparée ? à vous ne devez pas importer où le particulier est travaillé, qui décide le fournisseur selon différents paramètres sera: loto quantité, précision requise, délais de livraison, coûts de machine propres, charge de travail propre, prix convenu avec le client, etc...
MassiVonWeizen
Guest
Je ne me souviens pas si je l'ai déjà mis et je ne le trouve pas, mais voici un pdf sur le viragehttps://coromantstrgprod.blob.core.windows.net/files/sitecollectiondocuments/downloads/global/technical guides/it-it/c-1020-18.pdf.
sur le forum trouvent aussi celui sur fraisage et forage.le site de sandvik explique beaucoup de choses sur le travail et il est intéressant de lui donner au moins un regard général et puis regarder sur youtube une vidéo de travail pour avoir une idée de comment ils sont exécutés.
sur le forum trouvent aussi celui sur fraisage et forage.le site de sandvik explique beaucoup de choses sur le travail et il est intéressant de lui donner au moins un regard général et puis regarder sur youtube une vidéo de travail pour avoir une idée de comment ils sont exécutés.
alequatt
Guest
J'ai vu des vidéos sur le fonctionnement des programmes, et je me demandais pourquoi ne pas partager directement ce dont ils ont besoin sans les faire compter. par exemple pour faire un biseau pour eux servir le plus petit diamètre, le plus grand et la longueur, au lieu de nous écrire le coin. Peut-être qu'ils gagnent du temps. Vous étiez exhaustive, et vous m'avez fait comprendre pourquoi. Merci encore.Aucune idée. Vous devez voir le manuel de la voiture ce qu'il dit.
Pourquoi la CNC est-elle réparée ? à vous ne devez pas importer où le particulier est travaillé, qui décide le fournisseur selon différents paramètres sera: loto quantité, précision requise, délais de livraison, coûts de machine propres, charge de travail propre, prix convenu avec le client, etc...
MassiVonWeizen
Guest
et daje avec 'sti programmes et 'sto cnc.J'ai vu des vidéos sur le fonctionnement des programmes, et je me demandais pourquoi ne pas partager directement ce dont ils ont besoin sans les faire compter.
Je répète, et si tu ne le fais pas sur une CNC ?
et à l'éditeur ce qui l'intéresse à savoir que le biseau est diamètrexdiamètrexlongueur au lieu de connaître l'angle et de comprendre immédiatement si le roulement est impur ou non?
avant tout selon votre critère ne devrait même pas citer le diamètre, mais seulement à distance de 0 à tangence, c'est-à-dire le rayon; tant est de ce que l'outil bouge et en fait le programmeur écrit les coordonnées de y.
alequatt
Guest
En fait, je n'ai pensé à la conception que comme un document pour réaliser la pièce et non comme contrôle et fonctionnalité.et daje avec 'sti programmes et 'sto cnc.
Je répète, et si tu ne le fais pas sur une CNC ?
et à l'éditeur ce qui l'intéresse à savoir que le biseau est diamètrexdiamètrexlongueur au lieu de connaître l'angle et de comprendre immédiatement si le roulement est impur ou non?
avant tout selon votre critère ne devrait même pas citer le diamètre, mais seulement à distance de 0 à tangence, c'est-à-dire le rayon; tant est de ce que l'outil bouge et en fait le programmeur écrit les coordonnées de y.
MassiVonWeizen
Guest
Reste la question: et si vous ne le faites pas sur la CNC?en fait, j'ai pensé au design seulement comme un document pour réaliser la pièce
MassiVonWeizen
Guest
et cependant 0,8 est une rugosité en broyant et le morceau nécessaire d'extrémités du centre.
Ainsi, au lieu de presser une voiture à partir de 100€ l'heure et un programmeur utilise un tour manuel sans affichage à partir de 30€ l'heure et vous le faites mourir par le premier tour gratuit, encore mieux par le stagiaire du moment, que vous devez seulement faire les deux gorges et revenir à ø35.2 (le temps prend 5/10 minutes)
Ainsi, au lieu de presser une voiture à partir de 100€ l'heure et un programmeur utilise un tour manuel sans affichage à partir de 30€ l'heure et vous le faites mourir par le premier tour gratuit, encore mieux par le stagiaire du moment, que vous devez seulement faire les deux gorges et revenir à ø35.2 (le temps prend 5/10 minutes)
Dernière édition:
MassiVonWeizen
Guest
Cependant, dans le cas où vous étiez le fournisseur et que vous aviez un parking de machine cnc-only rien ne vous interdit de tenir le design du client uniquement comme une archive et remodeler le détail en mettant sur la feuille, absurdement, seulement un rectangle avec 2 probabilités de la pièce brute à mettre dans la voiture, puis un ensemble de coordonnées que l'opérateur de la machine doit écrire sur le pc et puis commencer.
le particulier sortira également comme un design du client même si dans l'atelier ils ont une feuille avec une forme informative et une série de numéros
le particulier sortira également comme un design du client même si dans l'atelier ils ont une feuille avec une forme informative et une série de numéros
Pulici68
Guest
par un ancien tourneur avec tour manuel. 30 euros par heure sont les escrocs.
pour faire cette pièce prendre un rett rond. h7 faire 2 gorges avec un outil faire la course avec le nonion
du carrino, fait le quota et ayant un arrêt dans la broche, ou les terminaux tournés avec bar, gorges et loin. puis retrouver l'en-tête de l'autre côté, toujours avec un arrêt mécanique ou des bornes tournées encore mieux.
un tour manuel avec au moins 500mm de conseils haut, afin de ne pas faire seulement des frais de flangs + 65 euros, si vous travaillez à 30euro par heure vous nous perdez. I en 1985 sur un conmandrin vertical avec des pinces indépendantes, bien sûr toujours 4 diamètre 2800 alt max 2mt travaillé à 85.000 lires par heure.
40 ans ont passé les proportions dues un tour doit vous obtenir au moins 45 euros par heure.
pensé à un vieux tour, dépensé dans le bureau pour des raisons d'argent. Excusez l'intrusion.
Nettoyage
pour faire cette pièce prendre un rett rond. h7 faire 2 gorges avec un outil faire la course avec le nonion
du carrino, fait le quota et ayant un arrêt dans la broche, ou les terminaux tournés avec bar, gorges et loin. puis retrouver l'en-tête de l'autre côté, toujours avec un arrêt mécanique ou des bornes tournées encore mieux.
un tour manuel avec au moins 500mm de conseils haut, afin de ne pas faire seulement des frais de flangs + 65 euros, si vous travaillez à 30euro par heure vous nous perdez. I en 1985 sur un conmandrin vertical avec des pinces indépendantes, bien sûr toujours 4 diamètre 2800 alt max 2mt travaillé à 85.000 lires par heure.
40 ans ont passé les proportions dues un tour doit vous obtenir au moins 45 euros par heure.
pensé à un vieux tour, dépensé dans le bureau pour des raisons d'argent. Excusez l'intrusion.
Nettoyage
alequatt
Guest
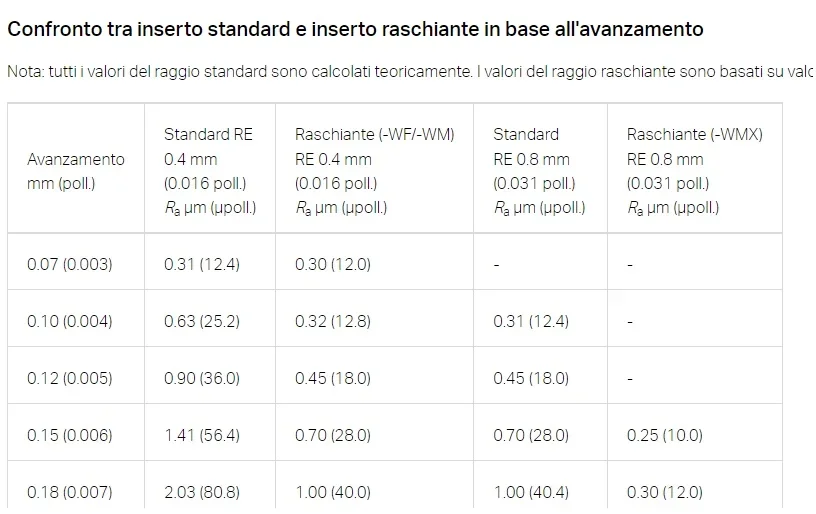
une machine de CNC pas de cette rugosité ? sur ce site vous avez mis le lien me semble que avec les outils de rayon 0,4 vous arrivez à ra0,3 avec des étapes très courtes.et cependant 0,8 est une rugosité en broyant et le morceau nécessaire d'extrémités du centre.
Ainsi, au lieu de presser une voiture à partir de 100€ l'heure et un programmeur utilise un tour manuel sans affichage à partir de 30€ l'heure et vous le faites mourir par le premier tour gratuit, encore mieux par le stagiaire du moment, que vous devez seulement faire les deux gorges et revenir à ø35.2 (le temps prend 5/10 minutes)
Pièces jointes
MassiVonWeizen
Guest
Les prix ne représentaient que par exemple la différence entre la machine manuelle et la machine manuelle.une machine de CNC pas de cette rugosité ? sur ce site vous avez mis le lien me semble que avec les outils de rayon 0,4 vous arrivez à ra0,3 avec des étapes très courtes.
vous ne pouvez pas parce que la tolérance requise est +/-0.01 alors que le h7 est 0/-0.025 puis à la limite inférieure la pièce serait à jeter.pour que cette pièce prenne un rett rond. h7
attention, maintenant que je contrôle la tolérance 35js6 est +/-0.008; il semble une absurdité, mais si vous écrivez une tolérance de table, vous ne pouvez pas arrondir si autrement il vaut la peine simplement écrire les chocs que pour l'opérateur, à l'éditeur, au contrôle de la qualité et tout le reste du monde ne se soucie pas si c'est js, h, p (sauf les mesures à contrôler avec passe/pas passer) ou autres, intérêts que la mesure finale
Dernière édition:
MassiVonWeizen
Guest
Je connais la limite.une machine de CNC pas de cette rugosité ?
MassiVonWeizen
Guest
Il y a 25 ans, j'étais aussi en retard sur les tours parallèles et sur les tours verticaux et toujours manuels.pensé à un vieil homme,