wenn sie genauere angaben benötigen, insbesondere die kosten, die sie shiren fragen müssen, dass er sich damit beschäftigt.
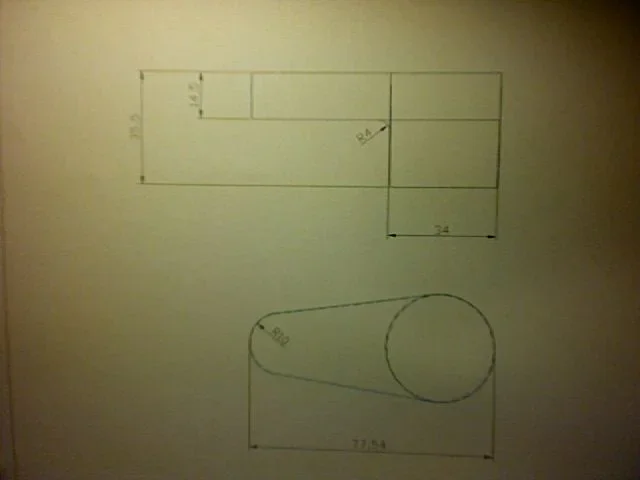
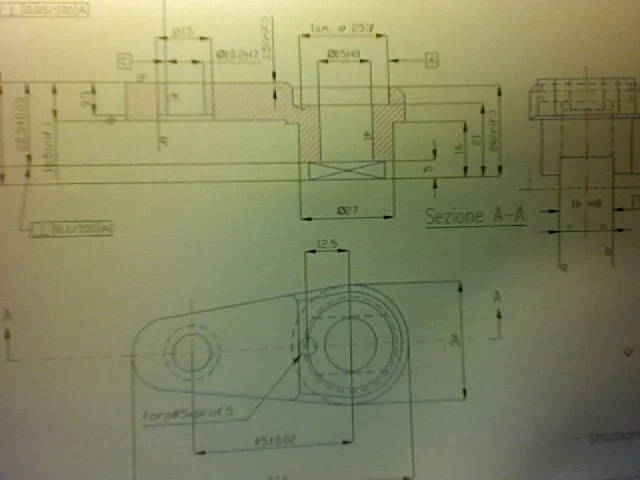
hier sind die fotos, entschuldigen sie die definition, aber es ist nicht mein projekt und wir haben nie den cad an der universität verwendet.
unser projekt ist es, eine revision eines bereits vor 7-8 jahren realisierten projekts durchzuführen, zum beispiel, und versuchen, prozesse zu finden, um kosten zu minimieren.
zum beispiel ist dieses verfahren für den aufbau einer metallmodellplatte vorgesehen, aber für diese begrenzte stückzahl ist es ein nutzloser abfall! ich würde auf wachs-mikrofusion gehen, so muss ich den prozess neu programmieren, indem ich diese neue konfiguration folgt.
ich lese die positionierung und dimensionierung der materozzen und es scheint richtig (bei den exakten abmessungen des stückes (höhe max 3,5 cm, länge 7 cm), nur eine gerade. .
wir gehen an die verarbeitung weiter:
für die realisierung wurde ein drehzentrum gp 50 zur numerischen steuerung vorgeschlagen. .
scheint ein gutes preis-qualitätsverhältnis zu haben, aber ich möchte wissen, ob es besser und effizienter (insbesondere in bezug auf kosten) für diese art der verarbeitung, die nicht schwierig erscheinen würde!
danke noch mal!
hallo alle
ausreden, wenn ich nicht vor eingegriffen habe, aber in der tat praktisch wenig das forum der industriellen anpflanzung
das zu realisierende stück wird in mikrofusion mit der technik des wachses und anschließendem tauchen des modells in speziellen keramischen und feuerfesten teig hergestellt.
muss eine aluminiumform mit negativer geometrie innen bauen
das wachsstück herauszuziehen und zu bedecken
die kosten für die form?????
rohmaterial ca. 50 kg aluminium bis 5€ 250
40 arbeitsstunden
45€/h
die kosten des gießens ist nu prob
sie müssen an einem tag den betreiber sehen, wie viele formen er machen kann
oder versuchen, ein mathematisches modell zu erhalten und zu sehen, wie viel gewicht
für die verarbeitung eines cnc mit einem minimum an ausrüstung, wobei 5 stück pro zeit gut geht
versuchen, das stück neu zu gestalten und einen tisch zu platzieren, dass post nicht verständlich ist
und nutzlos über modellplatte und modelle in der natur mit relativer gießtechnik für diese art von herstellung und art von stahl ist außer diskussion
die kosten und das gewicht der abfallkanäle entlüfteten wärmehüllen ist mehr wert
des verwendeten gusses
warten auf ein spiel
vielen dank
p.s.
da es ein test ist
warum nicht fragen, ob sie material wechseln können?
was das stück braucht
warum in edelstahl???
wenn es keine gegenanzeigen gibt
?