eugenio_78
Guest
Guten Tag für alle,
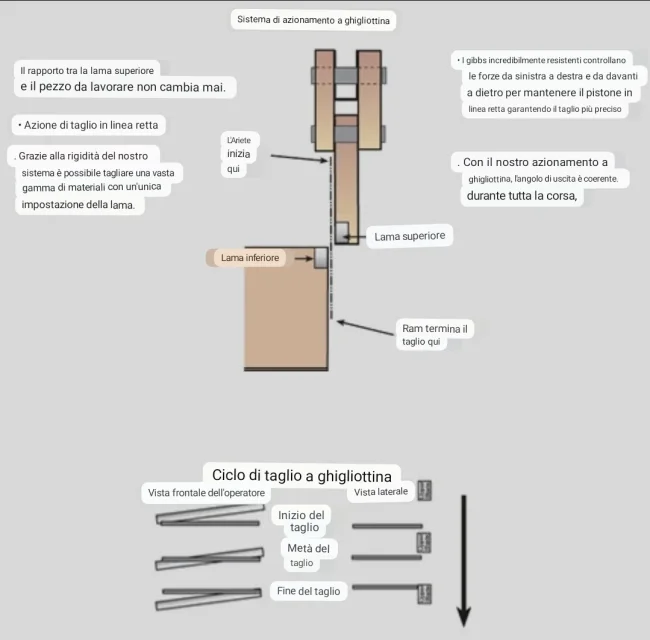
eine Spitze für Kupferbleche zu machen Ich suche nach Informationen, auf denen der beste Schneidwinkel ist, um die Klinge zu machen.
Es geht darum, kleine Kupferblechbreite 100 mm Dicke 0,5 mm zu schneiden.
Ich muss eine Spitze wie die der Platten machen, mit einer festen Klinge unten und einer mobilen Klinge oben.
Danke für Ihre Vorschläge, hallo.
eine Spitze für Kupferbleche zu machen Ich suche nach Informationen, auf denen der beste Schneidwinkel ist, um die Klinge zu machen.
Es geht darum, kleine Kupferblechbreite 100 mm Dicke 0,5 mm zu schneiden.
Ich muss eine Spitze wie die der Platten machen, mit einer festen Klinge unten und einer mobilen Klinge oben.
Danke für Ihre Vorschläge, hallo.