meccanicamg
Guest
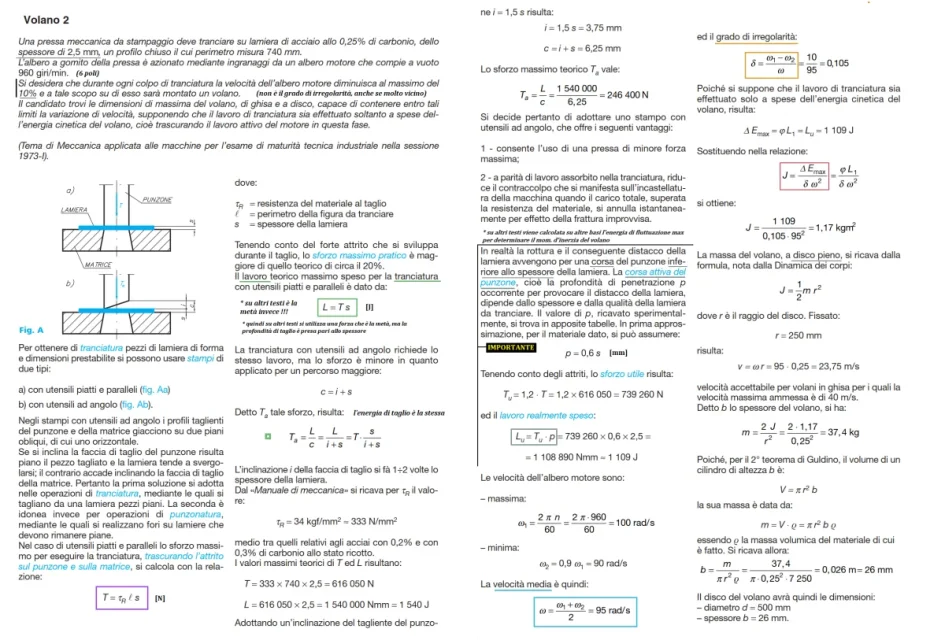
hier sind wir mit einem Austausch zu tun über Schneiden Blatt mit hydraulischen Scheren. in fast aller Welt berechnen Sie die Schnittkraft (nur um das Material zu brechen) wie:[math]f=\frac{0,8•uts•t2}{2•tan{\alpha}}[/math]wobei uts die Zugbruchlast und t die zu schneidende Dicke ist. der Winkel ist die Hauptneigung der Klinge. jemand sagt, der Wert ist zu hoch.
in fast aller Welt berechnen Sie die Schnittkraft (nur um das Material zu brechen) wie:[math]f=\frac{0,8•uts•t2}{2•tan{\alpha}}[/math]wobei uts die Zugbruchlast und t die zu schneidende Dicke ist. der Winkel ist die Hauptneigung der Klinge. jemand sagt, der Wert ist zu hoch.
auf dem Buch Machinery's handbook 29 und oberg, wir sprechen über eine Formel, gefunden nicht nur im amerikanischen Bereich, sondern vor allem im asiatischen Bereich, wo sie sehr Scheren verwenden, die zum Flug geschnitten, ohne das Band zu stoppen.[math]f=\frac{n•k•μ·uts•t2}{tan{\alpha}}[/math]Es ist angezeigt, dass n 0,75/0,85 für fast alle Materialien ist und eine Art Leistung sein könnte.
k liegt zwischen 0,7 und 0,8 und stellt das Verhältnis zwischen dem Wert von uts und der Schnittspannung dar.
μ stellt den Penetrationsanteil der Klinge gleich der geschnittenen und nicht zerrissenen Menge dar. praktisch t•μ stellt den ersten polierten Schnitt eines Blattes dar. die Tabelle, die die Dicke t und den Koeffizienten μ betrifft, ist wie folgt:
die Tabelle, die die Dicke t und den Koeffizienten μ betrifft, ist wie folgt: klar, dass es sich um zerbrechliche Materialien mit auch um 0,1-0,15-0,2 handelt.
klar, dass es sich um zerbrechliche Materialien mit auch um 0,1-0,15-0,2 handelt.
Dies kann nach dem Schneiden durch Messung mit dem Kaliber gesehen werden.
in beiden Fällen wird die Festigkeit um 30% erhöht, um Reibungen der Achsen gewinnen zu können, die sich bewegen und Kräfte, die aus Spielen falsche Klingen oder gebrochene Klingen entstehen.
die zweite Formulierung liefert im allgemeinen niedrigere Werte als die erste.
Es gibt andere Formulierungen, die noch niedrigere Werte der Schneidkräfte angeben.
Hat jemand von Ihnen experimentiert, indem Sie die Drücke / Kräfte lesen, indem Sie uts, t und Winkel kennen? haben Sie Unterschiede auf langsamen und schnellen Maschinen bemerkt?andere Anmerkung: Die zweite Hydraulik mit den Zylindern von oben hat eine Geschwindigkeit von etwa 50mm/s und ich denke, sie haben ein ziemlich langsames Verhalten im Vergleich zu den Scheren bewegt von Biella/Handle, die auch bei 500mm/s ankommen. die Energie des Messerschlags und des zu schneidenden Materials könnte im ersten Fall und bevorzugt im zweiten Fall der Bruch, der es weniger scheint, aber die Schneidkraft mit einer schnellen Maschine. Ich glaube, dies folgt der Theorie der Bruchausbreitung, die in geometrischen Fehlern oder Singularitäten untersucht wird.
Ich habe gesehen, dass die großen Scheren mit Biella/Manovella oft mit Energie bis zu 10 mal fliegen, was es braucht, um eine Schneid- und Lademaschine mit Faktor 1,5/2 zu machen, im Vergleich zu dem, was es dienen würde.
Die Seitenspins und die horizontale Trennung der mit dem Reibungskoeffizienten multiplizierten Klingen beeinflussen viel auf Körbe mit Bronze/Stahl-Lards, um die Leistung an Aktoren zu saugen.
es wäre interessant, eine Übereinstimmung mit dem Schneidbereich über 8-10-15-20mm zu haben.
in fast aller Welt berechnen Sie die Schnittkraft (nur um das Material zu brechen) wie:[math]f=\frac{0,8•uts•t2}{2•tan{\alpha}}[/math]wobei uts die Zugbruchlast und t die zu schneidende Dicke ist. der Winkel ist die Hauptneigung der Klinge. jemand sagt, der Wert ist zu hoch.auf dem Buch Machinery's handbook 29 und oberg, wir sprechen über eine Formel, gefunden nicht nur im amerikanischen Bereich, sondern vor allem im asiatischen Bereich, wo sie sehr Scheren verwenden, die zum Flug geschnitten, ohne das Band zu stoppen.[math]f=\frac{n•k•μ·uts•t2}{tan{\alpha}}[/math]Es ist angezeigt, dass n 0,75/0,85 für fast alle Materialien ist und eine Art Leistung sein könnte.
k liegt zwischen 0,7 und 0,8 und stellt das Verhältnis zwischen dem Wert von uts und der Schnittspannung dar.
μ stellt den Penetrationsanteil der Klinge gleich der geschnittenen und nicht zerrissenen Menge dar. praktisch t•μ stellt den ersten polierten Schnitt eines Blattes dar.
die Tabelle, die die Dicke t und den Koeffizienten μ betrifft, ist wie folgt:klar, dass es sich um zerbrechliche Materialien mit auch um 0,1-0,15-0,2 handelt.Dies kann nach dem Schneiden durch Messung mit dem Kaliber gesehen werden.
in beiden Fällen wird die Festigkeit um 30% erhöht, um Reibungen der Achsen gewinnen zu können, die sich bewegen und Kräfte, die aus Spielen falsche Klingen oder gebrochene Klingen entstehen.
die zweite Formulierung liefert im allgemeinen niedrigere Werte als die erste.
Es gibt andere Formulierungen, die noch niedrigere Werte der Schneidkräfte angeben.
Hat jemand von Ihnen experimentiert, indem Sie die Drücke / Kräfte lesen, indem Sie uts, t und Winkel kennen? haben Sie Unterschiede auf langsamen und schnellen Maschinen bemerkt?andere Anmerkung: Die zweite Hydraulik mit den Zylindern von oben hat eine Geschwindigkeit von etwa 50mm/s und ich denke, sie haben ein ziemlich langsames Verhalten im Vergleich zu den Scheren bewegt von Biella/Handle, die auch bei 500mm/s ankommen. die Energie des Messerschlags und des zu schneidenden Materials könnte im ersten Fall und bevorzugt im zweiten Fall der Bruch, der es weniger scheint, aber die Schneidkraft mit einer schnellen Maschine. Ich glaube, dies folgt der Theorie der Bruchausbreitung, die in geometrischen Fehlern oder Singularitäten untersucht wird.
Ich habe gesehen, dass die großen Scheren mit Biella/Manovella oft mit Energie bis zu 10 mal fliegen, was es braucht, um eine Schneid- und Lademaschine mit Faktor 1,5/2 zu machen, im Vergleich zu dem, was es dienen würde.
Die Seitenspins und die horizontale Trennung der mit dem Reibungskoeffizienten multiplizierten Klingen beeinflussen viel auf Körbe mit Bronze/Stahl-Lards, um die Leistung an Aktoren zu saugen.
es wäre interessant, eine Übereinstimmung mit dem Schneidbereich über 8-10-15-20mm zu haben.
Zuletzt bearbeitet: