Momy985
Guest
j'ai toujours utilisé la conception fine dans laquelle le développement convient:
j'ai fait quelques tests et j'ai remarqué que:
si j'extrude le profil et puis le développement en insérant le facteur k souhaité le développement coïncide avec celui de thinkdesign, si au contraire je extrude le développement et puis le piego je trouve quelques différences de mm sur les plis différents de 90°.
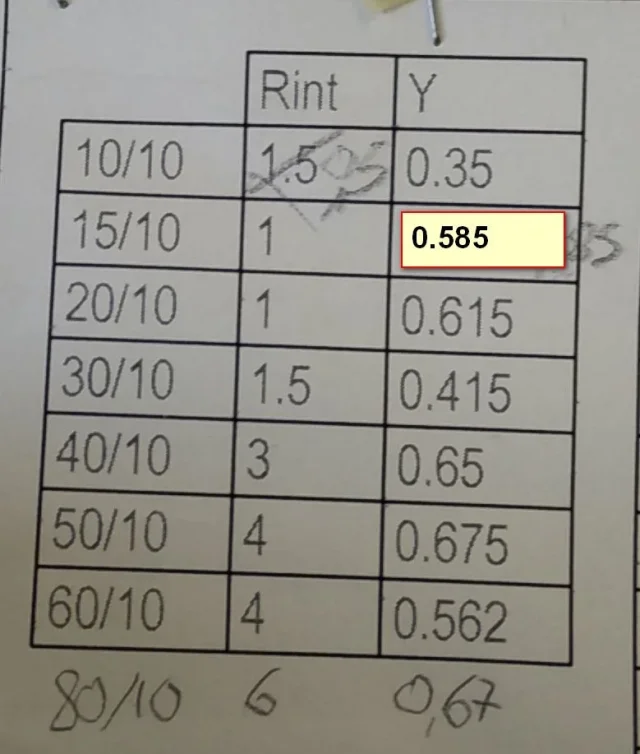
c'est le tableau pour le calcul de la position de l'axe neutre et en conséquence du facteur k i utilisé pour le thikdesign:
épaisseur de feuille 0÷2,5 avec un rayon intérieur égal à épaisseur --> bord vivant seulement sur des plis de 90° pour différents angles est considéré comme 1/3 du psessor.
épaisseur de la feuille 3÷6 avec un rayon intérieur égal à l'épaisseur --> 1/3 de l'épaisseur.
épaisseur de la feuille 7÷12 avec un rayon intérieur égal à épaisseur --> 0,4 d'épaisseur.
épaisseur de la feuille >12 avec un rayon intérieur égal à épaisseur --> 0,5 d'épaisseur.
épaisseur de la tôle dont le rayon intérieur est égal ou supérieur à la double épaisseur 1/2 de l'épaisseur.
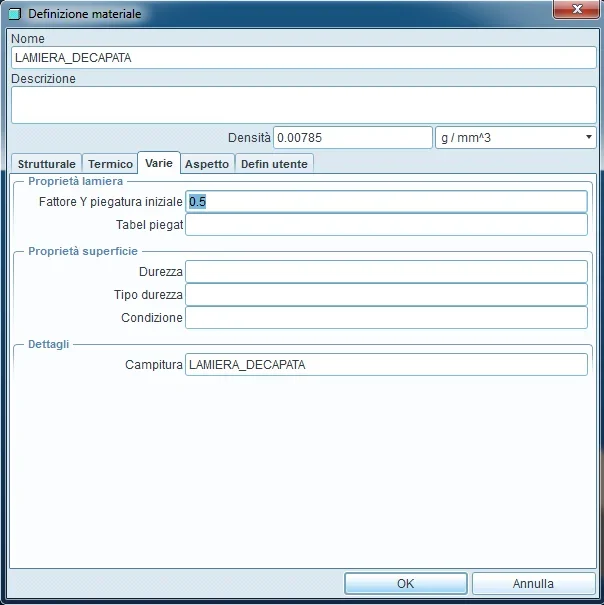
pouvez-vous m'expliquer ce que je dois mettre en place sur proe parce que ça me donne les mêmes valeurs ?
je vous remercie.
- facteur k (selon l ' épaisseur)
- tôle
- rayon intérieur
- seuil de flexion (double épaisseur)
j'ai fait quelques tests et j'ai remarqué que:
si j'extrude le profil et puis le développement en insérant le facteur k souhaité le développement coïncide avec celui de thinkdesign, si au contraire je extrude le développement et puis le piego je trouve quelques différences de mm sur les plis différents de 90°.
c'est le tableau pour le calcul de la position de l'axe neutre et en conséquence du facteur k i utilisé pour le thikdesign:
épaisseur de feuille 0÷2,5 avec un rayon intérieur égal à épaisseur --> bord vivant seulement sur des plis de 90° pour différents angles est considéré comme 1/3 du psessor.
épaisseur de la feuille 3÷6 avec un rayon intérieur égal à l'épaisseur --> 1/3 de l'épaisseur.
épaisseur de la feuille 7÷12 avec un rayon intérieur égal à épaisseur --> 0,4 d'épaisseur.
épaisseur de la feuille >12 avec un rayon intérieur égal à épaisseur --> 0,5 d'épaisseur.
épaisseur de la tôle dont le rayon intérieur est égal ou supérieur à la double épaisseur 1/2 de l'épaisseur.
pouvez-vous m'expliquer ce que je dois mettre en place sur proe parce que ça me donne les mêmes valeurs ?
je vous remercie.