Reynolds vs. Grashof
Guest
Adeus a todos.
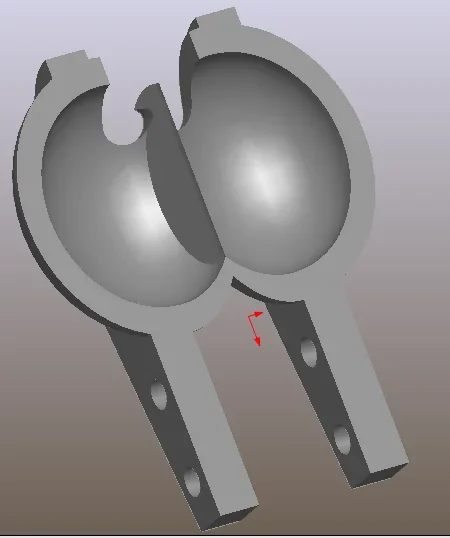
devemos perceber esta pá (presente em anexo) para a fundição. Como as tolerâncias obtidas na fundição são muito ruins, enquanto as superfícies internas da colher e da faca são funcionais, gostaríamos de trabalhar com as máquinas-ferramentas, moagem da faca verticalmente e polimento das conchas. de acordo com você está correto esta passagem ou devemos moer as colheres e depois polir-los? Como não podemos usar máquinas cnc de acordo com você é possível moer ou polir tal superfície com máquinas padrão? estamos abertos a sugestões que simplificam o projeto tanto quanto possível, permanecendo a necessidade de realizar a peça para a fundição e depois trabalhar com máquinas não controladas eletronicamente.
graças a todos
devemos perceber esta pá (presente em anexo) para a fundição. Como as tolerâncias obtidas na fundição são muito ruins, enquanto as superfícies internas da colher e da faca são funcionais, gostaríamos de trabalhar com as máquinas-ferramentas, moagem da faca verticalmente e polimento das conchas. de acordo com você está correto esta passagem ou devemos moer as colheres e depois polir-los? Como não podemos usar máquinas cnc de acordo com você é possível moer ou polir tal superfície com máquinas padrão? estamos abertos a sugestões que simplificam o projeto tanto quanto possível, permanecendo a necessidade de realizar a peça para a fundição e depois trabalhar com máquinas não controladas eletronicamente.
graças a todos