

Participe do fórum para Designers!
Sua experiência é vital para a comunidade. Junte-se a nós e contribua com seu conhecimento!
Participe do fórum agoraCompartilhe, aprenda e cresça com os melhores profissionais do setor.
A moldagem por injeção é um processo usado para fabricar peças plásticas para várias aplicações. Atualmente, a maioria dos setores utiliza componentes moldados por injeção de alguma forma, seja em lixeiras de rodas, peças de controle ou até mesmo na Estação Espacial Internacional (ISS).
A moldagem por injeção está se tornando cada vez mais popular. A demanda por moldagem por injeção, que está crescendo a uma taxa composta de taxa de crescimento anual composta (CAGR) de 5%é quase o dobro do setor de manufatura em geral, que está registrando uma taxa de crescimento de 3%. À medida que avançamos na era da Quarta Revolução Industrial, mais fabricantes estão incorporando a moldagem por injeção em suas operações.
Neste artigo, exploramos essa tecnologia, juntamente com seus recursos e limitações, para entender como as empresas podem aproveitá-la para criar peças personalizadas.
- A moldagem por injeção é uma processo versátil ideal para a fabricação de peças em vários formatos, tamanhos e materiais, incluindo plásticos, borracha e determinados metais.
- A moldagem por injeção se destaca na produção em larga escala, fornecendo um dos menores custos por peça e gerando o mínimo de resíduos.
- O processo de moldagem por injeção pode funcionar com mais de 90.000 tipos de plásticosincluindo policarbonato, ABS e polipropileno. Assim, é possível obter uma variedade de propriedades nos produtos acabados.
- O processo requer um investimento inicial considerável em ferramentas, unidades de injeção e sistemas auxiliares, tornando-o adequado para a produção de grandes volumes.
O que é moldagem por injeção?
A moldagem por injeção é um processo de fabricação que utiliza altas pressões para forçar a entrada de materiais macios, como plásticos, em moldes para que assumam sua forma. Esse processo pode acomodar milhares de tipos diferentes de polímeros e materiais plásticoscada um com propriedades variadas. Consequentemente, ela permite a produção de uma ampla variedade de peças com características exclusivas. Embora a moldagem por injeção seja usada principalmente para criar produtos plásticos, ela também pode produzir peças de determinados metais em pó. O processo é essencialmente o mesmo que o da fundição sob pressão
Em nosso dia a dia, estamos cercados de itens feitos com moldagem por injeção. Os exemplos incluem escovas de dente, óculos, copos de plástico, televisores, smartphones, cadeiras, brinquedos, carcaças de eletrônicos de consumo, talheres descartáveis e componentes automotivos. Muitos produtos podem ser compostos de vários materiais ou incorporar cores diferentes. Por exemplo, uma escova de dentes combina um material macio com um duro e pode apresentar listras e manchas de cores diferentes ao longo do cabo. Além disso, alguns produtos também podem incluir inserções de metal.
Componentes do processo de moldagem por injeção
A configuração do processo inclui uma unidade de injeção onde o material é aquecido e pressurizado, um molde onde ele é formado e sistemas auxiliares que executam funções específicas.
Unidade de injeção
A unidade de injeção é composta por um cilindro aquecido e uma rosca recíproca. O material macio é introduzido no cilindro por meio de um funil vertical. A rosca recíproca dentro do cilindro não apenas mistura o material, mas também proporciona a ação de compactação necessária para empurrar o material para dentro do molde. O cilindro é equipado com elementos de aquecimento que derretem a matéria-prima e aumentam sua fluidez. Além disso, o movimento da rosca gera calor por meio de uma ação de cisalhamento. Quando o material atinge a viscosidade desejada, ele é forçado a entrar no molde.
Molde
O molde pode ser construído com materiais robustos, como aço, ou materiais moderadamente fortes, como alumínio. Cada material tem casos de uso específicos. Por exemplo, quando o grandes volumes (>25.000) são necessários, moldes de aço são preferíveis devido à sua durabilidade sob alta pressão. Embora os moldes de aço sejam mais caros, a grande quantidade de peças produzidas reduz o custo total por peça e os torna mais econômicos. O aço inoxidável também acomoda limites de tolerância mais finos do que outros metais devido à sua resistência superior.
Moldes de alumínioPor outro lado, são mais adequados para pequenas séries de produção (<25.000). Esses moldes são mais econômicos, reduzindo o custo por peça para pequenas tiragens. Entretanto, eles têm algumas desvantagens, como uma vida útil mais curta e um acabamento de superfície inferior devido às suas propriedades mecânicas inferiores.
Placas de fixação
As placas de fixação são presas às metades do molde para fixá-las durante o processo de injeção. A força necessária geralmente é fornecida por meio de pressão hidráulica.
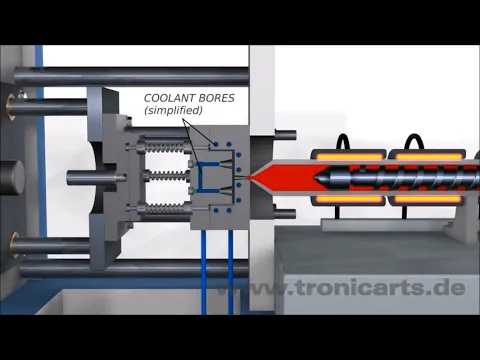
Sistema de resfriamento
Um sistema de resfriamento à base de água ou óleo é integrado para facilitar o resfriamento rápido do plástico fundido dentro do molde. As linhas de resfriamento ajudam a reduzir o tempo de ciclo, mantendo as temperaturas adequadas do molde.
Fatores a considerar antes de escolher a moldagem por injeção
Nenhum processo de fabricação é excelente em todas as aplicações, e a moldagem por injeção não é exceção. É preciso atender a condições específicas para aproveitar totalmente as vantagens desse processo. Vamos dar uma olhada nessas condições e nas qualidades que tornam a moldagem por injeção uma opção atraente.
Volumes elevados
O processo de moldagem por injeção envolve custos iniciais significativosincluindo as despesas associadas à máquina de moldagem por injeção, aos moldes e aos sistemas relacionados. No entanto, depois que esses custos são recuperados, o custos de moldagem por peça estão entre os mais baixos do setor. Para se beneficiar desses baixos custos de moldagem por peça, o volume de produção deve ser suficientemente alto. Consequentemente, a moldagem por injeção é uma opção atraente principalmente para a fabricação de grandes volumes. O limite específico é decidido caso a caso, mas normalmente varia de de milhares a milhões de peças.
Complexidade do projeto
Embora a moldagem por injeção possa produzir formas complexas usando moldes complexos, há limitações. A viabilidade do processo pode ser aprimorada com a redução do número de peças e a simplificação dos projetos existentes. Essa abordagem facilitará a execução e ajudará a manter uma baixa taxa de defeitos. Projetos mais simples têm uma vantagem distinta na moldagem por injeção.
Tempos de espera iniciais mais altos
O prazo de entrega inicial para moldagem por injeção pode chegar a 12 semanas. Uma parte significativa desse tempo é dedicada ao projeto e à otimização do ferramental para as peças. Se as peças forem necessárias mais cedo, o uso de impressão 3D e serviços de usinagem CNC são opções alternativas viáveis.
Não é adequado para a maioria dos componentes metálicos
Um subprocesso conhecido como MIM (Metal Injection Moulding, moldagem por injeção de metal) pode produzir componentes de determinados metais. No entanto, o a gama de metais adequados é muito limitada. Alternativas, como fundição, usinagem e forjamento, podem ser utilizadas para peças feitas de metais diferentes.
Processo de moldagem por injeção
Em teoria, a moldagem por injeção é um processo simples: derreta o plástico, injete-o em um molde, deixe-o esfriar e um produto plástico sai. Na prática, porém, a moldagem por injeção é um processo complexo que vem sendo aperfeiçoado nos últimos 150 anos, desde 1872, quando Wesley Hyatt patenteou a primeira máquina.
O processo começa com a produção da ferramenta do molde. Um molde de alta qualidade produz peças de alta qualidade. Em muitos casos, a geometria da peça pode precisar ser otimizada para garantir a compatibilidade com o processo de moldagem por injeção. Pequenas ajustes no projeto podem melhorar significativamente a eficiência e o custo-benefício do processo. Algumas dessas modificações no projeto serão discutidas mais adiante neste artigo. Normalmente, são realizados testes para garantir que a peça final atenda às especificações exigidas. Após os testes e as modificações necessárias com base nos resultados, a moldagem por injeção pode começar na ferramenta de molde do protótipo.
O processo usa plástico fundido como material de alimentação. A alimentação de plástico entra na máquina na forma de pellets, cada um medindo até alguns milímetros de diâmetro. Esses pellets são despejados no barril por meio de um funil. O barril é equipado com elementos de aquecimento e um parafuso alternativo para o aquecimento e a homogeneização do material de alimentação. Um motor hidráulico ou elétrico pode acionar a rosca.
O material de alimentação é bombeado para dentro do molde com alta pressão de injeção quando atinge a viscosidade e a temperatura desejadas. As pressões elevadas permitem que o plástico preencha a cavidade de forma eficaz. Antes da injeção, a cavidade é preenchida com ar. À medida que o plástico entra no molde, o ar é expelido por várias aberturas minúsculas localizadas ao longo da periferia da cavidade da matriz. Essas aberturas são mais finas do que um fio de cabelo humano. Consequentemente, embora o ar possa escapar, o plástico não pode entrar nessas aberturas devido à sua maior viscosidade.
O sistema de resfriamento no molde resfria e solidifica o plástico no formato da cavidade do molde. Um controlador de temperatura externo regula a temperatura do meio de resfriamento. As duas metades do molde são então separadas para ejetar o produto plástico.
Após o resfriamento, a força de fixação é liberada e as duas metades da matriz são separadas. À medida que o plástico encolhe, ele adere à metade central da matriz. Os pinos ejetores são integrados ao sistema para retirar o produto plástico do molde depois que as duas metades se separam. Os pinos ejetores deixam pequenas impressões circulares no produto, conhecidas como marcas de testemunha do pino ejetor. Essas marcas podem ser observadas em todas as peças moldadas por injeção em uma inspeção mais detalhada (também visíveis na imagem acima).
Os componentes precisam de acabamento adicional para eliminar o excesso de plástico que se solidifica nas portas, nos canais e no canal de entrada. O jito serve como canal entre o cilindro e a cavidade e também se solidifica junto com o produto plástico. Normalmente, os sprues são removidos da peça por meio de torção ou corte manual.
Materiais mais adequados para o processo de moldagem por injeção
Existem mais de 90.000 tipos diferentes de plásticos que são compatíveis com a moldagem por injeção. Todos esses materiais podem ser classificados em 45 famílias distintas de polímeros. Para ampliar a classificação, eles podem ser divididos em duas categorias: polímeros termofixos e termoplásticos. Os polímeros termofixos podem ser usados apenas uma vez e não podem ser fundidos novamente ou remodelados. Por outro lado, os polímeros termoplásticos podem ser reciclados em novos produtos por meio de reaquecimento e remodelagem.
A seleção de materiais é influenciada por vários fatores, inclusive o nível desejado de transparência, força, resistência ao calor, rigidez, resistência à corrosão, resistência ao fogo, acabamento da superfície e custo.
Os plásticos mais comumente usados nos processos de moldagem por injeção incluem policarbonato (PC), acrilonitrila butadieno estireno (ABS), polipropileno (PP), polioximetileno (POM), poliestireno (PS), polibutileno tereftalato (PBT), polimetilmetacrilato (PMMA) e polietileno (PE). Vamos nos concentrar em três dos materiais de moldagem por injeção mais populares e suas aplicações:
Policarbonato (PC)
O policarbonato é um polímero termoplástico amplamente utilizado e adequado para moldagem por injeção. Ele apresenta excelente resistência a calor, impacto e produtos químicos. Ele também tem excelentes propriedades ópticas e serve como um isolante elétrico eficaz.
Devido à sua versatilidade, o PC é utilizado em vários setores, incluindo manufatura, construção e tecnologia. Na vida cotidiana, encontramos suas aplicações em carcaças de telefones, lentes de óculos, produtos de papelaria, recipientes para alimentos e bebidas e utensílios de cozinha.
Acrilonitrila Butadieno Estireno (ABS)
O ABS é um material de moldagem por injeção termoplástica amplamente utilizado. Ele possui propriedades como resistência química e ao calor, força, durabilidade e estabilidade dimensional (não se dobra sob carga). Ao contrário do policarbonato, o ABS é opaco.
O ABS é normalmente usado em aplicações que exigem maior rigidez do que o policarbonato e ainda é capaz de absorver forças sob alta tensão. Seu acabamento brilhante também o torna adequado para aplicações cosméticas.
O material pode ser usado em diversas aplicações, incluindo capacetes de segurança, aspiradores de pó, peças de LEGO, brinquedos, instrumentos musicais, teclados de computador, capas de telefone, malas, para-choques de carro, painéis de carro e vários tubos e conexões.
Polipropileno (PP)
O polipropileno é um dos plásticos mais usados atualmente. É um polímero termoplástico com propriedades como isolamento elétrico, resistência e elasticidade bem como resistência ao calor, à fadiga e a produtos químicos.
Devido à sua não tóxico o PP é utilizado em embalagens de alimentos e copos. Sua resistência química o torna um material ideal para a indústria de cosméticos. Peças automotivas, como para-choques e carcaças de bateria, também usam polipropileno.
O polipropileno também é usado na fabricação de cordas, equipamentos médicos (seringas, frascos, suturas), brinquedos, estofados, carpetes e muito mais.
Vantagens da moldagem por injeção
As características da moldagem por injeção fazem dela um processo ideal para a produção de produtos de vários tipos e tamanhos. O uso cada vez maior de plásticos também está contribuindo para o crescimento do setor de moldagem por injeção. Esse processo oferece várias vantagens:
Alta versatilidade
A moldagem por injeção é altamente versátil em termos dos tipos de produtos que pode produzir. Ela pode criar itens em vários tamanhos, cores e resistências. Os produtos podem durar muito tempo sem a necessidade de qualquer manutenção. Moldes de dois disparos ou moldes de múltiplos disparos podem ser usados para combinar dois ou mais materiais distintos em um único produto acabado. Embora não haja limite para o número de peças que podem ser produzidas, a produção de pequenas séries pode não ser econômica.
Amplas opções de materiais
A variedade de opções de materiais significa que os produtos podem ter uma uma ampla gama de propriedades diferentes. É possível combinar materiais para aproveitar as propriedades de cada um em várias áreas do mesmo produto.
Além dos plásticos, a moldagem por injeção também pode acomodar borracha e determinados metais. Isso amplia a variedade de componentes que podem ser produzidos usando a moldagem por injeção.
Compatível com a produção em massa
A moldagem por injeção é ideal para a produção em massa graças à sua baixos tempos de ciclo bem como alta consistência e confiabilidade de cada peça. Para componentes de médio a grande porte, normalmente apenas uma peça é produzida por ciclo. No entanto, para itens menores, como talheres, podemos fabricar várias peças por ciclo usando moldes de múltiplas cavidades, canais de distribuição, corrediças e portões.
Baixo custo por peça
Os custos gerais de fabricação da moldagem por injeção são relativamente altos. No entanto, o custo por peça diminui com a produção de alto volume. O MOQ depende de fatores como custos de configuração, despesas com materiais e complexidade do projeto. Com a combinação certa desses elementos, o custo por peça da moldagem por injeção pode ser reduzido para menos do que o das tecnologias concorrentes, como impressão 3D, usinagem CNC e fundição.
Desperdício mínimo
Moldagem por injeção gera muito menos resíduos em comparação com os métodos de fabricação subtrativa, como a usinagem CNC. No entanto, alguns resíduos de plástico são inevitáveis devido ao canal de entrada, aos canais e às portas. Esse desperdício pode ser minimizado ainda mais por meio da otimização do projeto e da implementação de canais quentes. As canaletas quentes formam uma rede de distribuição aquecida que injeta plástico derretido nas cavidades do molde. A desvantagem é que eles são mais caros do que os sistemas tradicionais de canal frio.
Limitações da moldagem por injeção
A moldagem por injeção tem seu próprio conjunto de limitações. Uma análise cuidadosa das desvantagens a seguir pode ajudar os fabricantes a tomar uma decisão informada sobre a possibilidade de produzir um produto viável usando a moldagem por injeção.
Alto investimento inicial
A moldagem por injeção envolve custos iniciais significativos. As principais despesas incluem a unidade de injeção e o molde. Além disso, o projeto e produção do molde podem levar várias semanasaumentando ainda mais os custos devido à mão de obra, à energia e ao tempo necessários para o processo.
Processo demorado
A moldagem por injeção é altamente eficiente, capaz de produzir centenas de produtos por hora quando estiver em operação. No entanto, o tempo inicial necessário para o projeto do processo e do molde pode ser uma desvantagem em situações em que é essencial um tempo rápido para o mercado. Nesses casos, as tecnologias de prototipagem rápida podem ser uma alternativa mais adequada.
Processo orientado por habilidades
O processo moderno de moldagem por injeção exige uma quantidade significativa de habilidade e experiência dos projetistas. A obtenção de um processo eficiente pode ser um desafio em áreas onde há falta de mão de obra qualificada.
Não é adequado para metais
Embora seja possa ser adaptado para uso com certos metais em pó, o, ele não pode competir com os processos de fabricação tradicionais, como fundição e usinagem CNC, no que diz respeito aos tipos de metais usináveis. Essa limitação restringe significativamente sua aplicação em produtos à base de metal.
Não é adequado para componentes muito grandes
O processo de moldagem por injeção pode se tornar ineficiente quando projetado para componentes muito grandes. As máquinas de moldagem e as ferramentas de moldagem têm limitações de tamanho que não podem ser excedidas. Em casos especiais, as peças que excedem a capacidade de uma máquina podem ser moldadas como componentes múltiplos e montadas juntas.
Como otimizar sua peça para moldagem por injeção

Os clientes costumam trazer projetos que inicialmente parecem não ser adequados para a moldagem por injeção. Há várias coisas que podem ser feitas para adaptar esses projetos. A moldagem por injeção é um processo caro. Consequentemente, qualquer possibilidade de otimização do projeto precisam ser exploradas e implementadas para economizar recursos valiosos. Podemos usar os princípios do Design for Manufacturing (DFM) para encontrar essas melhorias e reduzir os custos de fabricação. Algumas mudanças que os clientes podem fazer hoje para obter custos de moldagem por injeção mais econômicos são as seguintes:
Espessura uniforme da parede
A espessura da parede é de suma importância na moldagem por injeção. Para a moldagem por injeção, a espessura da parede deve ser a mais uniforme possível. Espessuras de parede diferentes têm taxas de encolhimento diferentes, o que leva a defeitos como deformação da peça e bolsas de ar. Espessuras maiores também aumentam o uso de material que pode não ter nenhuma vantagem adicional em termos de resistência estrutural, funcionalidade ou aparência. O uso de núcleos pode ajudar a reduzir e igualar a espessura geral da peça. As espessuras de parede recomendadas para moldagem por injeção estão entre 1 mm e 3 mm.
Uso de bicos
As saliências são criadas para reforçar áreas mais fracas, como furos de parafusos e ranhuras. Eles também podem proporcionar um mecanismo de montagem rápida, pois podem se encaixar uns nos outros, mantendo o alinhamento semelhante ao dos pinos de cavilha. O diâmetro e a espessura das saliências precisam ser considerados com cuidado. O diâmetro das saliências e dos orifícios dos parafusos deve ser menor para compensar o encolhimento. A espessura da saliência não deve exceder 60% da espessura total da parede.
Cantos redondos
Os cantos afiados em uma peça podem aumentar rapidamente os custos de um molde, pois exigem o uso de usinagem EDM cara. Eles também podem causar aumentos de tensão na peça, criando um possível ponto de falha. Os cantos arredondados e as transições suaves devem ser preferidos aos cantos afiados.
Ângulo de inclinação
O ângulo de inclinação é outro aspecto muito importante do projeto do molde. Uma peça com paredes perfeitamente perpendiculares é muito difícil de ser ejetada porque as paredes internas da peça se arrastarão ao longo do núcleo do molde. Um vácuo também se formará, pois o ar não poderá entrar no espaço entre a peça e o núcleo durante o desprendimento. No entanto, ao criar uma leve conicidade, a peça pode ser removida mais facilmente. Assim que os pinos ejetores empurram a peça, toda a parede interna se desprende do núcleo e o ar entra facilmente. Os ângulos de inclinação também evitam marcas de arrasto.
Normalmente, 1-2 graus de conicidade ou ângulo de inclinação são suficientes. Para mais textura, 3 a 5 graus por lado, e 5 graus por lado para textura pesada.
Seleção de materiais
A seleção de materiais afeta diretamente a segurança, a qualidade, o desempenho, a eficiência de custo e fabricação e a sustentabilidade. Entretanto, com a longa lista de materiais compatíveis com o processo, o processo pode ser bastante assustador.
Os clientes geralmente se apressam no processo de seleção por ignorância ou falta de conhecimento. No entanto, como as peças plásticas são usadas em equipamentos de segurança nos setores aeroespacial, automotivo e marítimo, a escolha dos materiais certos é crucial. Propriedades como temperatura máxima de uso curto, rendimento e resistência à tração, resistência ao impacto, taxa de fluxo de fusão e vulnerabilidade a rachaduras por estresse devem ser levadas em consideração durante a seleção. É fundamental dedicar tempo suficiente para encontrar o material mais compatível para sua aplicação.
Conclusão
A moldagem por injeção é um processo de fabricação altamente versátil que continua a revolucionar os setores com sua capacidade de produzir peças plásticas em vários formatos, tamanhos e materiais. Os produtos podem atingir altas tolerâncias com consistência notável, gerando o mínimo de desperdício. Isso o torna ideal para a produção de alto rendimento.
Apesar de suas vantagens, o processo também tem limitações. Os altos custos iniciais de moldagem, os tempos de preparação mais longos e as restrições com peças de metal ou produtos muito grandes exigem deliberação. Sua eficiência prospera com grandes séries de produção e projetos bem otimizados.
Em um mundo que avança rapidamente em tecnologia industrial, a moldagem por injeção desempenha um papel crucial ao oferecer uma solução de produção confiável para fabricantes que buscam uma produção escalonável e de alta qualidade.
Participe do fórum para Designers!
Sua experiência é vital para a comunidade. Junte-se a nós e contribua com seu conhecimento!
Participe do fórum agoraCompartilhe, aprenda e cresça com os melhores profissionais do setor.