

Join the forum for Designers!
Your expertise is vital to the community. Join us and contribute your knowledge!
Join the Forum NowShare, learn and grow with the best professionals in the industry.
Проблемы дизайна формования впрыска
Проектирование деталей для литья в инъекционном выборе (IBM) представляет несколько уникальных инженерных задач.
Во -первых, достижение однородной толщины стенки имеет решающее значение как для структурной целостности, так и для эффективного использования материала. Нерегулярная толщина может привести к дефектам, таким как деформация или неровное охлаждение. Во -вторых, конструкция должна учитывать сам процесс формования, который требует точного контроля температуры, давления и времени как во время фаз впрыска, так и на фазах продувки.
Другая задача — создание гладкой, последовательной поверхности, особенно для сложных геометрий. Переход между формованным инъекционным паризоном и взорванной формой должен быть плавным, чтобы избежать видимых швов или слабых пятен. Конструкция также должна учитывать систему охлаждения плесени; Эффективное рассеяние тепла необходимо для предотвращения искажений и сокращения времени цикла.
Кроме того, характеристики потока материала должны учитываться при разработке детали. Инженеры должны оптимизировать форму и размеры Парисона, чтобы обеспечить равномерное распределение материала во время выдувания. Наконец, поскольку IBM часто включает в себя термопластики, конструкция части должна учитывать усадку во время охлаждения, чтобы обеспечить конечный продукт соответствовать спецификациям размерных.
Таким образом, для успешной конструкции литья впрыска требуется баланс свойств материала, геометрии и параметров процесса для обеспечения высококачественных функциональных деталей.
Инженерное решение
К Решить проблемы формования блюда впрыска (IBM), инженеры используют несколько решений. Во -первых, для достижения однородной толщины стенки они проектируют детали с последовательной геометрией и используют программное обеспечение для моделирования для прогнозирования потока материала, обеспечивая сбалансированное распределение во время инъекции и продувки. Такие особенности, как ребрышки и сжигания, стратегически расположены для предотвращения слабых пятен при сохранении силы. Для бесшовной поверхности инженеры часто используют передовые методы конструкции плесени, такие как полировка или нанесение покрытий на плесени, и включает вентиляцию для уменьшения воздушных ловушек. Они также оптимизируют контроль температуры формы с помощью каналов охлаждения, которые точно размещены для предотвращения неровного охлаждения и деформации. Чтобы обрабатывать поток материала и усадку, инженеры разрабатывают парисон со специфической геометрией, которая объясняет характеристики потока материала. Толщина парисона корректируется, чтобы обеспечить равномерное распределение материала при взорвании, а расчеты, основанные на скорости усадки материала, помогают обеспечить точность размеров в конечном продукте. Кроме того, усовершенствованные конструкции плесени с переменным давлением полости и контролем температуры позволяют обеспечить более плотные допуски и сокращать время цикла. Использование Высококачественные термопластики, которые совместимы с IBM, дополнительно сводят к минимуму дефекты. Наконец, итеративное тестирование и Моделирование используется для тонкой настройки проектирования перед производством, обеспечивая оптимальное качество и производительность детали.
ANSYS Fluent Polyflow является мощным инструментом моделирования для оценки растворов в инъекционном выбое (IBM). Это позволяет инженерам моделировать и оптимизировать ключевые аспекты процесса, гарантируя, что проект эффективно решает общие проблемы. Оценить равномерную толщину стенки, беглыйМногофуст Совредтно имитирует поток материала через форму, определяя потенциальные области неровного распределения. Регулируя геометрию Parison и параметры процесса, инженеры могут оптимизировать конструкцию, чтобы обеспечить постоянную толщину стенки по всей детали. Для поверхностной отделки и уменьшения дефектов, Многофуст Помогает имитировать процесс охлаждения и поведение материала, позволяя инженерам предсказать, как воздушные ловушки или несоответствия материала могут образовываться во время фазы литья. Корректировки конструкции плесени, такие как улучшение вентиляции или оптимизированные каналы охлаждения, могут быть протестированы практически для достижения более плавных поверхностей и избежать дефектов. Беглый Многофуст Также оценивает свойства усадки и потока материала. Моделируя поведение термопластов во время процесса впрыска и взрыва, инженеры могут настроить параметры проектирования и процесса парисона, чтобы учесть усадку материала, обеспечивая окончательную деталь, соответствующую требованиям размерности.
Метод
Настройка инъекционного выборочного формования с помощью многофузоотвока ANSYS Fluent Workspace в этом обсуждении включает в себя несколько шагов. Эти шаги включают в себя карту мышления, карту продукта и настройку корпуса с полифоном.
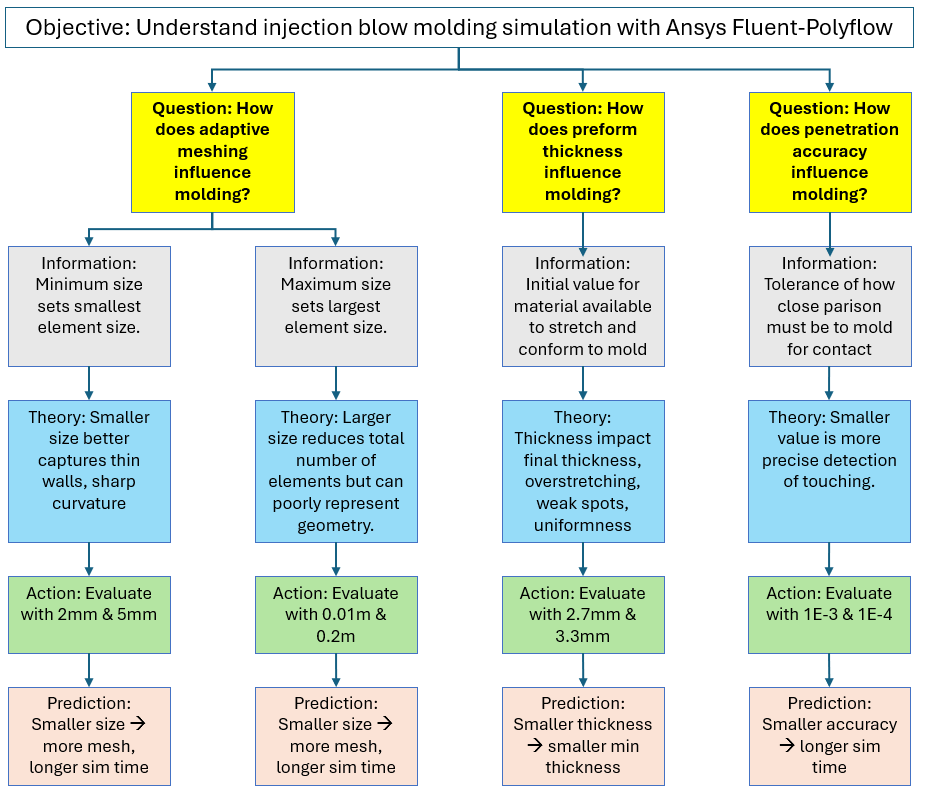
Карта мышления: Мысльская карта характеристик формования выдувания генерируется для организации и представления идей, концепций или информации структурированным образом. На приведенной ниже карте мышления показана цель исследования симуляции и вопросы, просящие для решения цели. Каждый вопрос сопровождается теорией, действием и прогнозом для решения каждого вопроса. Результаты также будут добавлены в нижнюю часть каждой ветви по мере их создания.
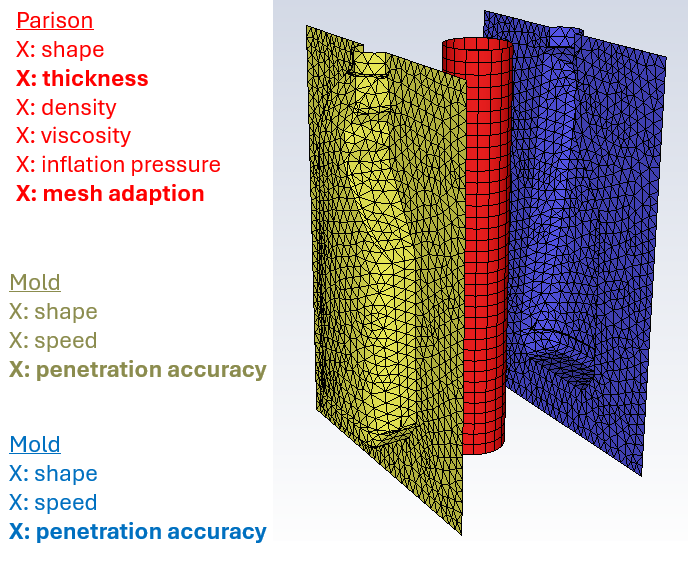
Карты продукта: Карта продукта парисона и плесени выдувает, чтобы перечислять и классифицировать функции продукта. Карта продукта указывает факторы, которые соответствуют теориям/действиям в карте мышления.
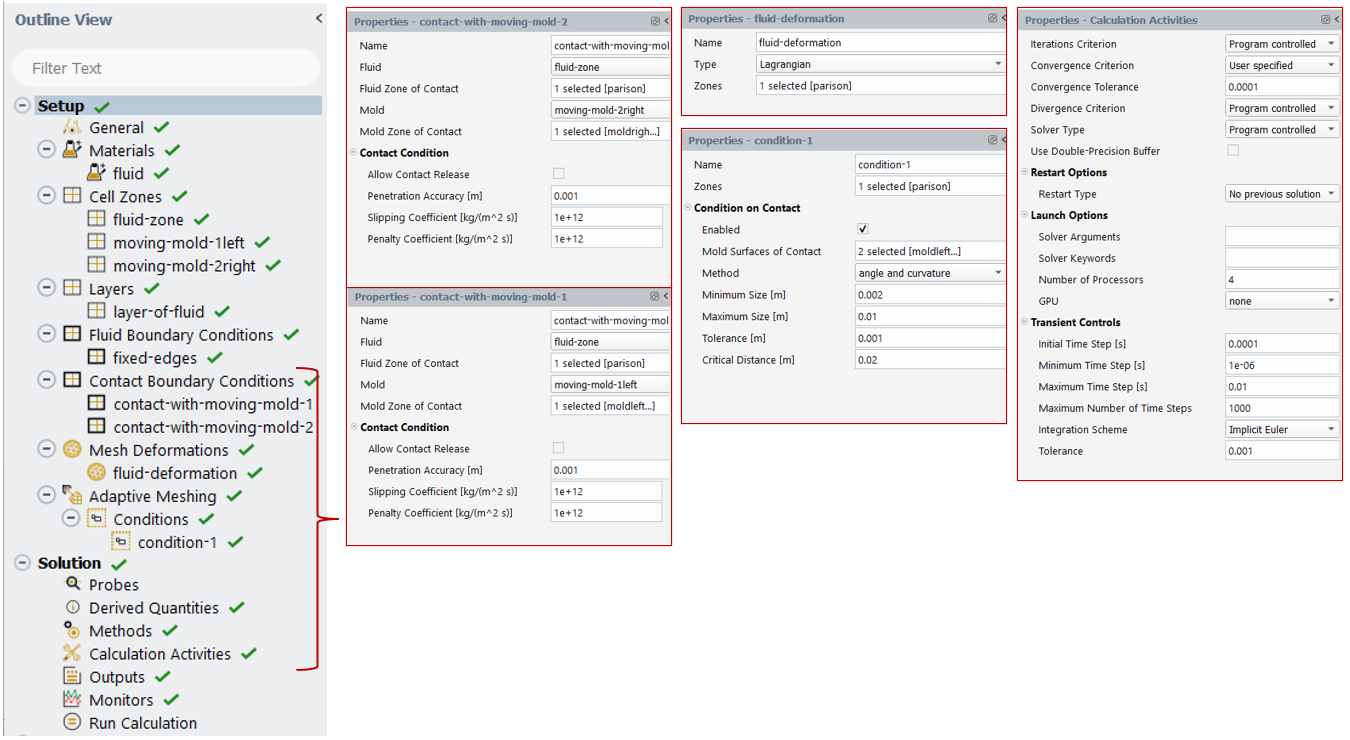
Полифмовая моделирование: Модели многофузии генерируются в соответствии с исследованиями, произведенными картой мысли. В этом случае используется дробный факторный DOE, который приводит к 8 уникальным обработкам из полифова. Изображения ниже показывают последовательность шагов для заполнения входов для модели полифляции.
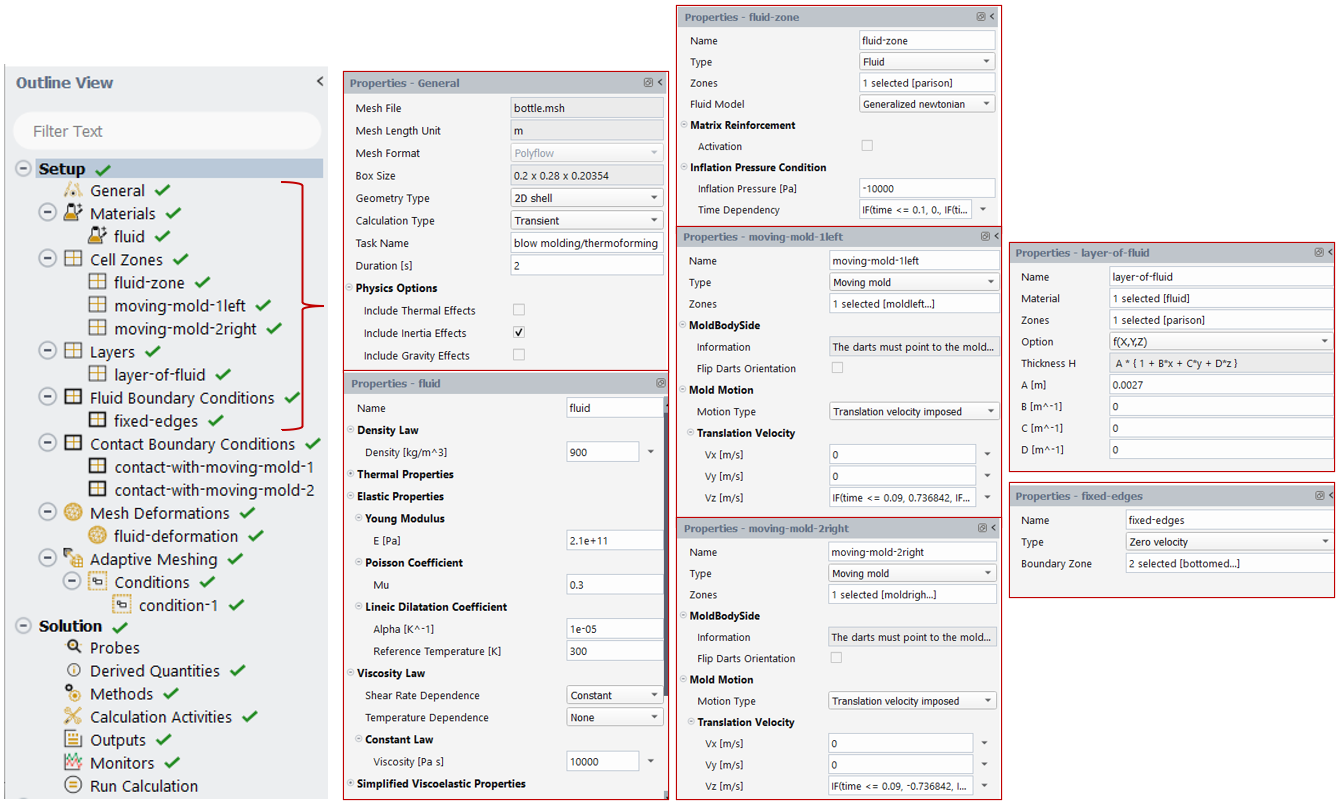
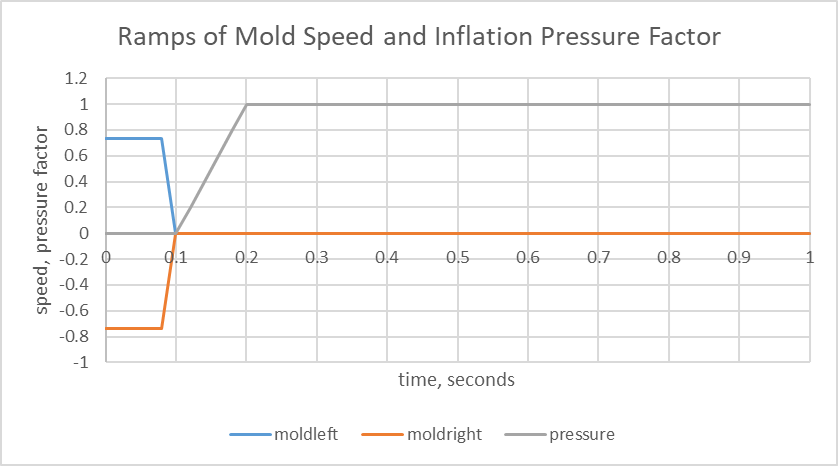
Переводное движение рампы, а также коэффициент давления инфляции определяются выражениями. Диаграмма ниже показывает, как значения выражения варьируются со временем.
Расчеты симуляции выполняются для получения результатов, сосредоточившись на минимальной толщине, растяжении площади и времени моделирования. Данные о лечении анализируются, чтобы ответить на теорические вопросы и подтвердить или противоречить прогнозам.
Результаты моделирования моделирования на инъекцию политола
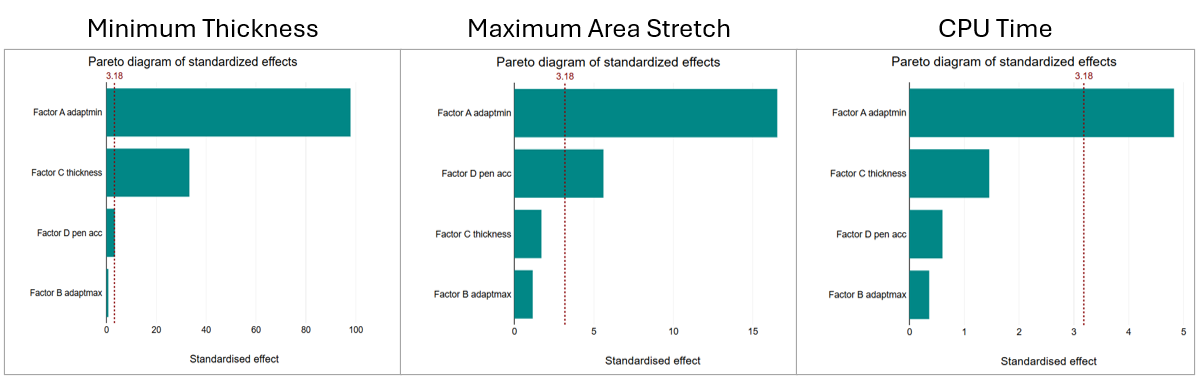
Графический анализ: Таблицы ниже отображают результаты для анализа DOE. Диаграммы показывают, что коэффициент минимального размера адаптации сетки оказывает наиболее значительное влияние на минимальную толщину, максимальное растяжение площади и время моделирования по сравнению с тремя другими факторами.
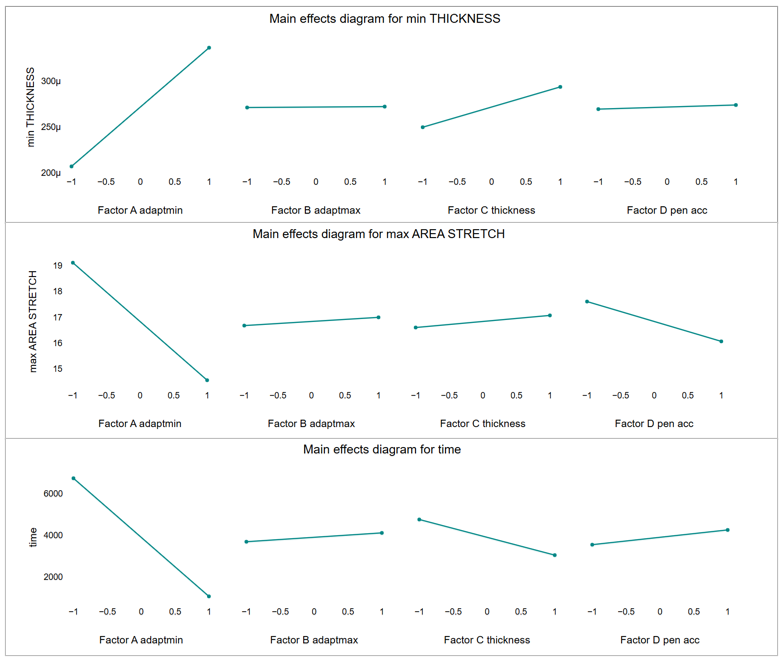
В диаграммах ниже показаны меньший минимальный размер адаптации приводит к меньшей минимальной толщине паризона, большему максимальному растяжению и более длительному времени моделирования. Другие факторы оказывают незначительное влияние на выходные метрики.
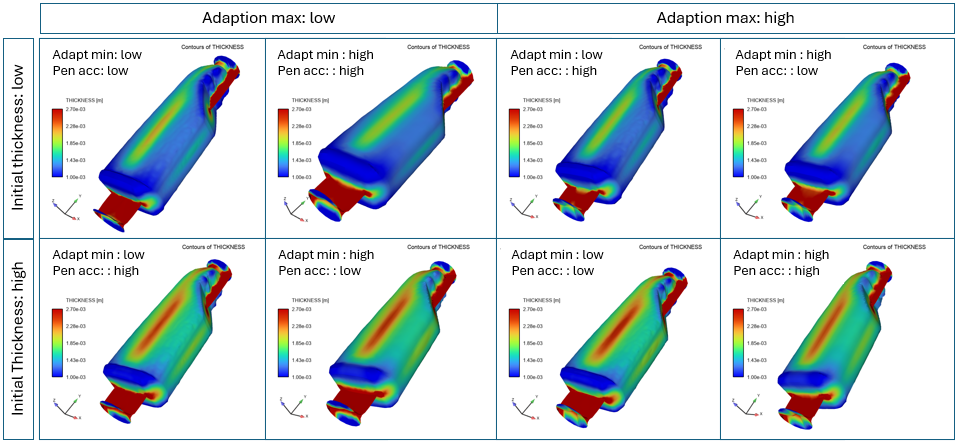
Контурная графика ниже показывает влияние первоначальной толщины парисона на конечную дистрибуцию толщины. Как и ожидалось, большая начальная толщина приводит к большей окончательной средней толщине.
Результат анимации ниже показывает процесс движения плесени, за которым следует инфляция.
Join the forum for Designers!
Your expertise is vital to the community. Join us and contribute your knowledge!
Join the Forum NowShare, learn and grow with the best professionals in the industry.