massi481
Guest
Guten Morgen.
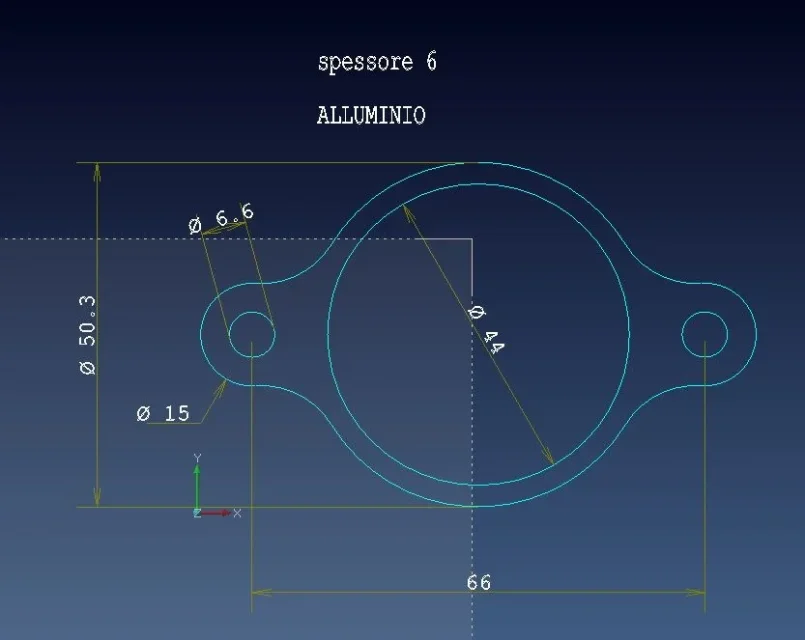
Ich werde wahrscheinlich eine Form machen müssen, um eine
6 mm dicker Aluminiumflansch.
das Problem liegt darin, dass unterhalb des Materials eine Dicke vorhanden ist.
Ich möchte wissen, ob es möglich ist, einen doppelten Effekt aufzubauen und
Welche Tricks zu halten!
Ich warte darauf und danke Ihnen im Voraus!
Masse 481
Ich werde wahrscheinlich eine Form machen müssen, um eine
6 mm dicker Aluminiumflansch.
das Problem liegt darin, dass unterhalb des Materials eine Dicke vorhanden ist.
Ich möchte wissen, ob es möglich ist, einen doppelten Effekt aufzubauen und
Welche Tricks zu halten!
Ich warte darauf und danke Ihnen im Voraus!
Masse 481
")
