hier sind sie ein wenig mit wurf für laternen. .
wir dürfen nicht verwirren 2 verschiedene arten von arbeit eine der drehen der anderen fräsen. .
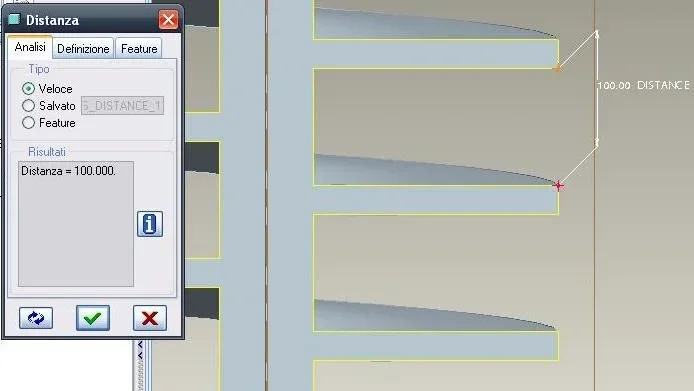
versuchen sie, in den wagen (zack) eine runde des durchmessers 20, positionen der schnitt in vertikal in der mitte der achse des stückes (wie ich auf der fräsmaschine), geben sie in voller (ich machte 2 von 2,5mm ohne aushärtung zu viel finish) mit der fräsung bis sie erreichen z-10 (als ob sie einen sitz durch schlüssel), an dieser stelle drehen sie die spindel, als ob es die partition tun komplette 360°, und die
nb: die messungen der z sind relativ zum nullen des schnittes auf dem gesicht, wenn sie den schnitt auf ihrem zentrum (achse) zurücksetzen müssen sie den halben durchmesser des messers entfernen
wenn sie mein 3d-modell geöffnet haben, können sie sehen, dass der cad auch die beiden perfekt parallelen gesichter erzeugt, ich mische 7,00000 sowohl an den 2 rändern nach oben und auf die nach unten... das ist ein faden, wie sie es auf einer drehmaschine machen können, sogar parallel, ohne spezielle werkzeuge benötigen, sie brauchen auch ein ausgewogenes eisen mit widia moly-einsatz. .
hi.
p-h
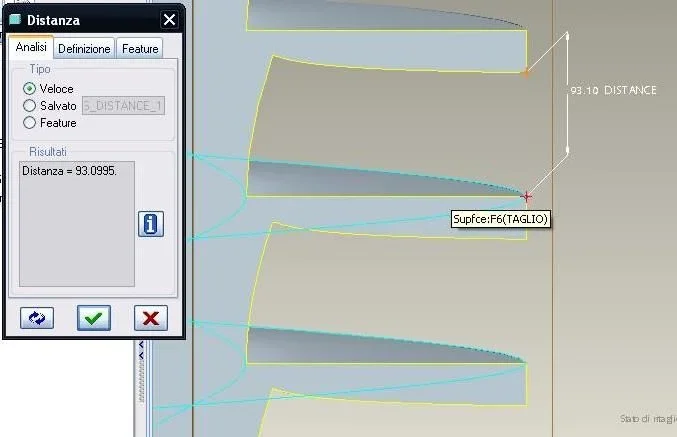
p.s.: es hatte angefangen zu sagen, dass es der cad war, um eine falsche geometrie zu erzeugen, jetzt haben wir beendet, dass es die werkzeugmaschine falsch ist!! :biggrin:
 :confused
:confused") durch kerze auch er. kein gewinde mit festem schneidwerkzeug in revolver gemacht.
durch kerze auch er. kein gewinde mit festem schneidwerkzeug in revolver gemacht.